Download Subtitles for Crack Arrest and Repair Methodologies Video
Crack Arrest and Repair Methodologies
nptelhrd
SRT - Most compatible format for video players (VLC, media players, video editors)
VTT - Web Video Text Tracks for HTML5 video and browsers
TXT - Plain text with timestamps for easy reading and editing
Scroll to view all subtitles
आपण मागच्या वर्गात बघितलं कि मोड I लोडींग
च्या बाबतीत, क्रॅक हि स्वत: सारख्याच
प्रकारे प्रसार पावते. मग आम्ही सांगितले
कि, जेव्हा तुम्ही प्युअर मोड II कडे
जात तेव्हा क्रॅक हि एका विशिष्ट कोनात
प्रसार पावते ज्याची किंमत तुम्हाला योग्य
निकष लावून शोधावी लागते. आणि आपण एनर्जी
बॅलन्स (energy balance) चा निकष पण पहिला. आणि
मी हे सांगितले कि कोप्लॅनर (coplanar) क्रॅक
विस्तार करीता हे किती गरजेचे व महत्वाचे
आहे. मिक्स्ड मोड फ्रॅक्चर
- कन्टीन्यूड
मग आपण क्रॅक वाढीच्या दिशेचे अंदाज लावण्यास
अनुमती देणारे निकष पाहिले. मी मॅक्झिमम
प्रिंसिपल स्ट्रेस (maximum principal stress) निकष नमूद
केला होता. मूलतः जेव्हा हे सादर केले
गेले, तेव्हा ते मॅक्झिमम टॅनजन्शीअल स्ट्रेस
(maximum tangential stress) निकष म्हणून ओळखले जाते. जोपर्यंत
तुम्ही असिमप्टोटीक (asymptotic) मालिकेच्या
विस्तारामध्ये फक्त पहिली संज्ञा वापरता
तोपर्यंत, मॅक्झिमम प्रिंसिपल स्ट्रेस
(maximum principal stress) तसेच मॅक्झिमम टॅनजन्शीअल स्ट्रेस
(maximum tangential stress) सिग्मा थिटा थिटा, दोन्ही
च्या दिशा जुळतात. आणि आम्ही या सिद्धांतावर
आधारित क्रॅक वाढीची दिशा शोधण्यासाठी
एक्सप्रेशन (expression) देखील विकसित केले
होते. दुसरा सिद्धांत जो तुम्हाला क्रॅक
वाढीची दिशा मिळवू शकतो तो स्ट्रेन
एनर्जी डेन्सिटी (Strain energy density) सिद्धांताचा
आहे. आणि यामध्ये क्रॅक जी मिक्स्ड
लोडिंग अंतर्गत आहे ती कमीतकमी स्ट्रेन
एनर्जी डेन्सिटी (Strain energy density) च्या दिशेने
वाढेल. आपण मागे जाऊ आणि MTS निकषांनुसार
क्रॅक वाढीच्या दिशेचे पुनरावलोकन करू.
तुम्हाला शियर स्ट्रेस (shear stress) शून्य करावा
लागेल.
तर मुख्य समीकरण हे आहे, K I साईन थिटा
m अधिक K II 3 कॉस थिटा m वजा 1 बरोबर 0.काही
सरलीकरणानंतर, आपण क्रॅक वाढीच्या दिशेने
सुत्र मिळवू शकता. आपल्याकडे हे आहे
m भागिले 2 बरोबर 1 भागिले 4 K I भागिले K II अधिक
किंवा वजा 1 भागिले 4 स्क्वेअर रूट ऑफ
K I भागिले K II होल स्क्वेअर अधिक 8.
तर, तुम्हाला यापासून थिटा m चे मूल्य मोजावे
लागेल. दोन रूट पैकी कोणते रूट स्वीकार्य
आहे ते तुम्हाला निवडावे लागेल. तर,
यामध्ये, तुम्ही दिलेल्या समस्येमध्ये,
प्रत्यक्षात काय पहात आहात, लोडिंगच्या
प्रकारासाठी K I आणि K II च्या मूल्याचा
अंदाज लावा. तर, ही एक्सप्रेशन (expression),
कोणत्या दिशेने क्रॅक शक्यतो वाढू शकेल
हे सांगेल. परंतु फ्रॅक्चर मुळे क्रॅक
पुढे जाण्यासाठी, ती अस्थिरतेच्या
स्थितीपर्यंत पोहोचली पाहिजे. ती अस्थिरता
स्थिती काय आहे? ते सुद्धा आपल्याला
ते पहावे लागेल. परंतु त्यामध्ये जाण्यापूर्वी
आपण प्रयोगांच्या परिणामांची तुलना
देखील पाहू.
आणि तुमच्याकडे जे आहे ते म्हणजे , या
अक्षावर K I बाय K II प्लॉट केले आहे. हे 0 ते 1
पर्यंत बदलते. म्हणजे याचा अर्थ असा की
क्षैतिज अक्ष आपल्याकडे जे काही आहे, हे प्युअर
मोड II परिस्थितीसाठी आहे. ग्राफच्या शीर्षस्थानी
आपल्याकडे हे K I हा K II एवढा आहे. तर, तुमच्याकडे
एक विभाग आहे जिथे तुम्ही मोड II वरून
परिस्थितीकडे जाता जेथे मोड I आणि मोड
II चा प्रभाव समतुल्य आहे. दुसर्या एकामध्ये,
मोड I हा प्रबळ आहे. तुम्ही मोड I वरून
त्या परिस्थितीकडे जाल जिथे K I हा K II एवढा
असेल. तर, हा अक्ष K I भागिले K II नुसार
आहे. हा अक्ष K II भागिले K I नुसार आहे.
आणि हे आलेख हे या एक्सप्रेशन (expression)
वर आधारीत आहेत. आणि हे जे लाल रंगाचे
ठिपके दिसत आहेत ते प्रयोगामधील आहेत.
आणि मी काय करेल, मी हे थोडे मोठे करेल.
आणि तुम्ही हे स्पष्टपणे बघू शकता कि जेंव्हा
K I हा प्रबळ असतो, तेंव्हा प्रयोगावरून मिळालेले
डेटा पॉईंट्स हे मॅक्झिमम टॅनजन्शीअल
स्ट्रेस (maximum tangential stress) निकषासह बऱ्यापैकी
जुळतात. जेंव्हा K II हा प्रबळ
असतो, तुमच्याकडे तेवढी चांगली तुलना
नसते. आणि मॅक्झिमम टॅनजन्शीअल स्ट्रेस
(maximum tangential stress) निकषानुसार तो कोन वजा 70 च्या
जवळपास येतो, तर स्ट्रेस (stress) च्या निकालानुसार
तो वजा 56 येतो. हे अंदाजित मूल्यापासून दूर
आहे.
आणि आपण पाहू शकता की येथे दर्शविल्याप्रमाणे
क्रॅक एका दिशेने वाढेल. तर, तुमच्याकडे
हा कोन वजा थिटा m च्या म्हणून आहे.
आणि आपण हे देखील पाहू, जेव्हा तुमच्याकडे
शुद्ध मोड II ची परिस्थिती असेल तेव्हा इतर
सिद्धांत काय सांगतात.जेव्हा तुमच्याकडे शुद्ध
मोड I असतो, तेव्हा क्रॅक स्वतः सारख्याच
पद्धतीने वाढतो. जेव्हा मोड I प्रबळ
असतो, तेव्हा सैद्धांतिक तसेच प्रायोगिक अंदाज
वाजवीपणे जुळतात. त्यामुळे तुम्हाला
एक प्रकारचा दिलासाही मिळतो की आम्हाला
जी काही एक्सप्रेशन (expression) मिळाली आहे
ती काही विशिष्ट घटनांचे स्पष्टीकरण
देत आहे.
आता आपण पुढे, फ्रॅक्चरच्या प्रारंभासाठी काय
स्थिती आहे हे पाहू ? मला वाटतं इथेच आपण
शेवटच्या वर्गात थांबलो होतो. आणि
मला जी कल्पना सांगायची आहे, ती तुम्हाला
माहीत आहे, आम्ही पारंपारिक डिझाईन
दृष्टिकोन वापरतो. पारंपारिक डिझाइन
दृष्टिकोनात, आम्ही काय करत होतो? वास्तविक
परिस्थितीत, तुम्ही एकत्रित लोडिंग केले
असेल. तथापि, ईल्डींग (yielding)
होईल की नाही याचे आकलन करण्यासाठी,
आम्ही साध्या टेन्शन (tension) चाचणीतून निकाल
घेऊ. तुम्हाला इल्ड स्ट्रेंथ (yield strength)
चे मूल्य कितीही मिळो, ते तुमच्या
एकत्रित लोडिंग परिस्थितीसाठी योग्य प्रकारे वापरा.
तुमच्याकडे अनेक सिद्धांत देखील आहेत.
तुमच्याकडे ट्रेस्का ईल्ड (yield) चे तसेच वॉन-मिसेज
ईल्ड (yield) चे निकष होते. तुमच्याकडे एक सिद्धांत
नव्हता. परंतु, भौतिक दृष्टिकोनातून आपल्याला
जे कोणते पॅरामीटर हवे आहेत ते आपण एकाच
चाचणीतून कराल यावर लक्ष केंद्रित करा.
तर, या फ्रॅक्चर इनस्टॅबिलिटी (fracture instability) विश्लेषणामध्ये
देखील, तुम्ही थिटा m च्या कोणत्याही
मुल्या करीता सिग्मा थिटा थिटा चे मूल्य
काय आहे ते पहा. आणि मोड I परिस्थितीत,
हे मूल्य, K I हे K IC वर जावे.
तर, त्या आधारावर, तुम्ही हे थिटा m च्या
कोणत्याही मूल्यासाठी देखील वापरता. म्हणजे
याचा अर्थ, दिलेल्या समस्येच्या परिस्थितीसाठी
K I आणि K II शोधा. क्रॅकचा प्रसार होईल की नाही
याचे आकलन करण्यासाठी मोड I परिस्थितीसाठी
मिळवलेले फ्रॅक्चर टफनेस (fracture toughness) वापरा.
पारंपारिक डिझाईन दृष्टिकोनात आपल्याला
ज्या गोष्टीची सवय आहे त्याप्रमाणेच
करा. पारंपारिक विश्लेषणामध्ये, तुम्ही साध्या टेन्शन
(tension) चाचणीतून ईल्ड स्ट्रेंथ (yield strength)
घेता. येथे, तुम्ही एकत्रित लोडिंग परिस्थिती
असूनही फक्त मोड I फ्रॅक्चर टफनेस
(fracture toughness) वर लक्ष केंद्रित करा.
आणि आपल्याला हे बघावे लागेल की एक्सप्रेशन
(expression), जे काही आम्हाला मिळाले आहे, ते K IC
बरोबर K I कॉस क्यूब थिटा m भागिले 2 वजा
3 K II कॉस स्क्वेअर थिटा m भागिले 2 गुणिले
साईन थिटा m भागिले 2 जे प्रायोगिक परिस्थितीचे
वाजवी प्रदर्शन करते. लोकांना असे आढळले
आहे की ते प्रयोगांशी जुळते. आणि तेच तुम्ही
इथे पाहता. तुमच्याकडे K I आणि
K II चा डेटा आहे जो x व y अक्षावर प्लॉट
केला आहे. आणि हे तुम्ही दोन वेगवेगळ्या मटेरिअल
(material) करीता केले आहे. जे वर्तुळ आणि त्रिकोण
आहेत ते प्रयोगातून मिळाले आहेत. आणि
जी रेषा आहे ती आपल्याकडे असलेल्या K IC बरोबर
K I कॉस क्यूब थिटा m भागिले 2वजा 3 K II कॉस
स्क्वेअर थिटा m भागिले 2 साईन थिटा m भागिले
2 या स्थितीमुळे आहे. तर, तुम्हाला काय
करावे लागेल, दिलेल्या समस्येमध्ये दिलेल्या
लोडिंगसाठी K I आणि K II चे मूल्य शोधा.
क्रॅकचा प्रसार कोणत्या दिशेने होऊ शकतो
हे देखील ठरवा? तर, तो थिटा m वापरा आणि
हे प्रमाण K IC च्या बरोबरीचे आहे की
नाही ते शोधा. जर ते K IC च्या बरोबरीचे
असेल तर त्या विशिष्ट दिशेने फ्रॅक्चर
होईल. मटेरिअल (material) च्या वर्गासाठी हे
समाधानी असल्याचे आढळले आहे. कारण वॉन-मेसेस
आणि ट्रेस्का प्रमाणे, ते सर्व मटेरिअल
(material) साठी लागू नाहीत. काही साहित्य ट्रेस्का
पेक्षा वॉन-मेसेस निकषांचे पालन करतात.
तर, फ्रॅक्चरमध्ये देखील तुमच्याकडे
अनेक सिद्धांत असतील, लोक यावर अजूनही
काम करत आहेत. विश्वासार्ह व्यापक सिद्धांत
अद्याप विकसित झालेला नाही. तुम्हाला तुमच्या
स्वतःच्या व्यव्हारोपयोगा साठी सिद्धांत शोधावा
लागेल. आणि तुमच्याकडे K IIC चे मर्यादित मूल्य
काय आहे जे K IC च्या दृष्टीने व्यक्त
केले जाऊ शकते. आम्ही थोड्या वेळाने अशा
एक्सप्रेशन (expression) पाहू.
स्ट्रेन एनर्जी डेन्सिटी क्रायटेरिया
आता, आम्ही पुढील सिद्धांताकडे जाऊ
जे स्ट्रेन एनर्जी डेन्सिटी (strain energy density)
चा निकष आहे. आणि तुम्ही इथे काय म्हणत आहात,
क्रॅक वाढ हि किमान स्ट्रेन एनर्जी डेन्सिटी
(strain energy density) च्या दिशेने होईल. तर, आपल्याकडे
S आहे जे थिटा भागिले r बरोबर 1 भागिले r a11
K I स्क्वेअर्ड अधिक 2 a12 K I K II अधिक a22 K II स्क्वेअर्ड
चे फंक्शन (function) आहे. आणि हे कोएफिशिएंट
(Coefficient) परिभाषित केले आहेत. हे कोएफिशिएंट
(Coefficient) कप्पाच्या मूल्यासह परिभाषित
केले जातात. कप्पा योग्यरित्या निवडून,
आपण प्लेन स्ट्रेस (plane stress) तसेच प्लेन
स्ट्रेन (plane strain) साठी एक्सप्रेशन (expression)
मिळवू शकता. बघा, तुम्हाला काय
नोंद करून ठेवायचे आहे ते म्हणजे, मॅक्झिमम
टॅनजन्शीअल स्ट्रेस (maximum tangential stress) निकषाच्या
बाबतीत, तुम्ही प्लेन स्ट्रेस (plane stress) किंवा
प्लेन स्ट्रेन (plane strain) च्या बाबतीत कधीही
चर्चा केलेली नाही. परंतु, जेंव्हा तुम्ही
स्ट्रेन एनर्जी डेन्सिटी (strain energy density) निकष करता
येता तेंव्हा तुमच्याकडे वेगळे एक्सप्रेशन
(expression) उपलब्ध असते. आणि a11 हा 1 भागिले
16 G गुणिले pi, असा दिला जातो, जिथे G हा शियर
मॉड्यूलस (Shear modulus) गुणिले 1अधिक कॉस थिटा कप्पा
वजा कॉस थिटा, a12 बरोबर 1 भागिले 16 G pi sin थिटा
2 कॉस थिटा वजा कप्पा अधिक 1, a22 is 1 भागिले
16 G pi कप्पा अधिक 1 गुणिले 1 वजा कॉस थिटा अधिक
1 अधिक कॉस थिटा गुणिले 3 cos थिटा वजा 1 असा आहे.
जेव्हा मी कप्पा बरोबर 3 वजा 4 nyu घेतो,
तेंव्हा एक्सप्रेशन (expression) हे प्लेन स्ट्रेन
(plane strain) करता असतात. जेंव्हा कप्पा हा
3 वजा nyu भागिले 1 अधिक nyu असा असतो तेंव्हा
एक्सप्रेशन (expression) हे प्लेन स्ट्रेस
(plane stress) असतात. तर, येथे पुन्हा तुम्हाला
कळेल की क्रॅक कोणत्या दिशेने सुरू होईल
आणि K I आणि K II फ्रॅक्चरच्या कोणत्या संयोजनाची
सुरुवात होऊ शकते याची गणना कशी करावी.
आम्ही पुन्हा साध्या मोड I परिस्थितीकडे
परत जाऊ. तर, आम्ही पुन्हा फक्त K IC वापरू.
क्रॅक वाढीच्या सुरुवातीचे मूल्यांकन करण्यासाठी
आम्ही K IC आणि K IIC वापरणार नाही. तर, हे आपल्या
पारंपारिक प्रक्रियेसारखेच आहे.
तर, आम्ही आधीच नमूद केले आहे की क्रॅक
विस्तार ज्या दिशेने S हा किमान आहे त्या
दिशेने होतो. आणि थिटा m हे dS भागिले
d थिटा बरोबर 0 आणि तुमचा d स्क्वेअर्ड
S भागिले d थिटा स्क्वेअर्ड हा 0 पेक्षा मोठा असावा
याचे अनुसरण करते. म्हणून, जर तुमच्याकडे
अनेक रूट्स (roots) असतील तर दुसरी अट तपासा
आणि फक्त एकच रूट (root) ओळखा. म्हणून, क्रॅक
चा विस्तार थिटा m च्या बाजूने होतो
जेव्हा S मटेरिअल (material) वर अवलंबून क्रिटिकल
(critical) मूल्य S c, S प्राप्त करते. आणि इथे पुन्हा
मोड I बचावासाठी येतो. मोड I मध्ये, क्रॅक
ची वाढ हि स्वतः सारखी आहे.
बघा, लोकांना काय सापडले आहे, जर तुमच्याकडे
मिश्रित मोड लोडिंगमध्येही क्रॅक असेल, तर स्ट्रेस
(stress) ज्या रीतीने प्रसारित होते त्याच रीतीने
क्रॅक प्रसारित होण्यास प्रवृत्त होईल, ती
मोड I प्रकारची क्रॅक होईल. मोड II आणि मोड
III ची भूमिका क्रॅक मार्गाला अशा प्रकारे
वळवणे आहे की क्रॅक मूलत: मोड I लोडिंग
करताना अनुभवेल. अशा प्रकारे क्रॅक
स्वतःला संरेखित करतो. आणि एक कारण
म्हणजे, आपण मोड I कडे अधिक लक्ष देत
आहोत, कारण हा फेल्युअर (failure) चा सर्वात लक्षणीय
प्रकार आहे. तर, तुम्हाला येथे जे आढळते ते
म्हणजे मोड I मध्ये, क्रॅक विस्तार स्वतः
सारखा आहे आणि अशा प्रकारे थीटा m बरोबर
0 आहे.
आणि स्ट्रेन एनर्जी डेन्सिटी (strain energy density)
क्रिटिकल (critical) चे संबंधित मूल्य काय
आहे ते शोधा. आणि ते योग्य एक्सप्रेशन
(expression) मध्ये प्रतिस्थापन करून दिले आहे, हे
तुम्हाला S c बरोबर a11 K IC स्क्वेअर्ड म्हणून
मिळते. आणि जर तुम्ही ते सुलभ केले की त्यात
फक्त K I ची भूमिका आहे, तर K II ची कोणतीही
भूमिका नाही, तर S c हा 2 वेळा कप्पा वजा
1 भागिले 16 G pi गुणिले K IC स्क्वेअर होईल.
आणि तुम्हाला इथे जे आढळते ते म्हणजे,
स्ट्रेन एनर्जी डेन्सिटी (strain energy density) चे हे महत्त्वपूर्ण
मूल्य जेनेरिक लोडिंगमध्ये क्रॅक वाढीच्या प्रारंभाच्या
तपासणीसाठी वापरले जाते. आणि जर तुम्ही
बघितले तर एक्सप्रेशन (expression) असे असेल.
तर, स्ट्रेन एनर्जी डेन्सिटी (strain energy density)
च्या निकषाच्या बाबतीत, तुम्हाला K I तसेच
K II ची मूल्ये दिलेल्या लोडिंगसाठी शोधा.
मग 16 G pi भागिले 2 गुणिले कप्पा वजा 1 a11 K I स्क्वेअर
अधिक 2 a12 K I K II अधिक a22 KII स्क्वेअर हे मूल्य
शोधा, अशाप्रकारे तुम्ही एक्सप्रेशन
(expression) मध्ये थिटा बरोबर थिटा m ला होल
पॉवर अर्धा जर ते K IC एवढे असेल तर क्रॅक
थिटा m या कोनात सुरू होईल.
हे स्ट्रेन एनर्जी डेन्सिटी (strain energy density)
च्या निकषानुसार दिले जाते. आणि प्रिंसिपल
स्ट्रेस (principal stress) निकष किंवा मॅक्झिमम टॅनजन्शीअल
स्ट्रेस (maximum tangential stress) निकष, तुमच्याकडे
K I कॉस क्यूब थिटा m भागिले 2 वजा 3 K II कॉस
स्क्वेअर थिटा m भागिले 2 sin थिटा m भागिले 2
असेल. जर ते K IC च्या बरोबरीचे असेल तर
क्रॅक सुरु होईल. तर, तुमच्याकडे किमान
दोन सिद्धांत आहेत, जे मी दाखवले आहेत.
आणि आपण असा अंदाज लावला पाहिजे की
जेव्हा आपण वास्तविक जीवनातील परिस्थितीकडे
जाता तेव्हा ते समान परिणाम देणार नाहीत.
कंपॅरिसन ऑफ क्रॅक ग्रोथ अँड क्रिटिकल
व्हॅल्यू ऑफ KII बाय MTS अँड SED
तर, आपण शुद्ध मोड II प्रकरणासाठी पाहू,
हे सिद्धांत कोणत्या प्रकारे मूल्य देतात?
शुद्ध मोड II च्या बाबतीत, क्रॅक वाढ
हि एका कोनात आहे. आणि आम्ही आधीच पाहिले
आहे की क्रॅक अशा प्रकारे वाढणे अपेक्षित
आहे. आणि जर आपण अलीकडे
पाहिलेल्या दोन सिद्धांतांच्या परिणामांकडे लक्ष
दिले तर, मॅक्झिमम टॅनजन्शीअल स्ट्रेस
(maximum tangential stress) निकष हा कोन उणे 70.6 अंश असल्याचे
भाकीत करतो. आणि K II चे निर्णायक मूल्य
0.866 पट K IC चे संबंधित मूल्य आहे.
दुसरीकडे, जर तुम्ही स्ट्रेन एनर्जी डेन्सिटी
(strain energy density) च्या निकषावर गेलात आणि जर तुम्ही
पॉईसन गुणोत्तर एक त्रितीअंश च्या बरोबरीने
विचारात घेत असाल आणि जर तुम्ही प्लेन
स्ट्रेन (plane strain) परिस्थिती घेतली तर क्रॅक विस्तार
कोन उणे 83.62 अंश आहे. अर्थात, ते एका दृष्टिकोनातून
जुळत नाहीत. आणखी एक दृष्टिकोन
तुम्ही म्हणू शकता की दोन्ही नकारात्मक
दिशेने क्रॅक वाढीचा कोन देतात, ते बंद
नाहीत. तुम्हाला माहिती आहे, हा मार्ग
आहे की तुम्हाला त्याकडे पहावे लागेल.
आणि क्रॅक दीक्षा कोणत्या मूल्यावर
येते? एका बाबतीत ते 0.866 पट K IC आहे, SED मध्ये
ते 0.905 K IC आहे. येथे, किमान भिन्न तेवढे
नाही. तर, हे तुम्हाला स्वीकारावे
लागेल. समस्या इतकी गुंतागुंतीची आहे.
आणि आपल्याकडे वैध सिद्धांत नाही जो
उपयुक्त आहे जेव्हा मोड I प्रबळ असेल परंतु
जेव्हा मोड II प्रबळ असेल तेव्हा ते खरोखर
चांगले नाहीत. तेच चित्र चित्रित करते.
वू चे प्रायोगिक कार्य
तर, लोकांनी काय विचार केला आहे? लोक प्रायोगिक
दृष्टिकोनांवर आधारित सिद्धांत विकसित
करण्यासाठी गेले आहेत. आम्ही ते देखील
पाहू. 1967 मध्ये वूचे एक प्रायोगिक कार्य
होते हे तुम्हाला माहिती आहे.त्याने
बाल्सा लाकूड आणि फायबर-ग्लास- रिइन्फोर्सड
(reinforced) प्लास्टिक प्लेट्स सारख्या ऑर्थोट्रोपिक
मटेरिअल (material) वर अनेक चाचण्या केल्या.
यामध्ये, बाल्सा लाकडामध्ये धान्याच्या
दिशेने आणि फायबर-ग्लास-रिइन्फोर्सड (reinforced) प्लास्टिक प्लेट्समध्ये
फायबरच्या दिशेने असलेल्या क्रॅकचा
विचार केला गेला. नमुन्यांची चाचणी
हि प्युअर टेन्शन (pure tension) जो कि क्रॅक,
कम्बाईन्ड टेन्शन (combined tension) आणि शियर
आणि प्युअर शियर यांना लंबवत आहे
त्या खाली घेण्यात आली.
तर, हे मोड I, मिश्रित मोड तसेच शुद्ध मोड
II साठी केले आहे. या सर्व प्रकरणांमध्ये,
क्रॅक ह्या मूळ क्रॅकसह मूलत: एका सरळ रेशेत
विस्तारलेले आढळले. तर, तुम्ही याला कोप्लानर
क्रॅक एक्स्टेंशन किंवा स्व-समान क्रॅक
ग्रोथ असे म्हणता. हे वूने पाहिले आहे.
परंतु त्याने ऑर्थोट्रॉपिक (orthotropic) मटेरिअल (material)
हाताळले , ते आइसोट्रॉपिक (isotropic) मटेरिअल (material)
नाही. त्याला आढळले की
K I भागिले K IC पॉवर a अधिक K II भागिले K IIC
पॉवर b बरोबर 1 या प्रकारचे अनुभवजन्य संबंध
हे वर्तणुकीचे वाजवी मॉडेल तयार करते.
आणि याकरीता त्याने a बरोबर 1 आणि b बरोबर
2 घेतले आणि हे पुरेसे असल्याचे आढळून आले.
बघा, तुम्हाला इथे लक्षात घ्यावे लागेल.
अंतिम एक्सप्रेशन (expression) हे एम्पीरिकल
(empirical) पद्धतीने प्राप्त होते. हा एम्पीरिकल
(empirical) संबंध निकालाकडे येताना मोड I मध्ये
तसेच मोड II मध्ये फ्रॅक्चर टफनेस (fracture
toughness) वापरतो. पूर्वीच्या प्रकरणांमध्ये, आम्ही
फक्त K IC वापरला होता. इथे K IC आणि K IIC हे वापरले
आहे. आणि फॉर्म हा अश्या प्रकारे दिलेला
आहे, K I भागिले K IC पॉवर a अधिक K II भागिले K IIC
पॉवर b बरोबर 1. हे प्रायोगिक दृष्टिकोनातून आले
आहे. आणि त्याने प्रकाशित केलेला हा पेपर आहे.
हे 1967 मध्ये होते. 'अप्लिकेशन ऑफ फ्रॅक्चर
मेकॅनिक्स टू ऍनिसोट्रॉपिक प्लेट्स’, ASME जर्नल,
पृष्ठ 967 ते 974 मध्ये आहे.
आणि जर तुम्ही बघितले तर लोकांनी याचा
फायदा घेतला आहे आणि तुमच्याकडे आलेख
देखील आहेत जे K I आणि K II चे कार्य म्हणून
भिन्नतेचे प्रकार दर्शवतात. आणि तुमच्याकडे
जे आहे ते म्हणजे, माझ्याकडे एक आलेख
आहे जो मूलतः एक वर्तुळ आहे. मला हे समजले
आहे कारण K I स्क्वेअर प्लस K II स्क्वेअर्ड
K IC स्क्वेअर्ड च्या बरोबरीने आहे.
हे मूलत: तुमच्या एनर्जी बॅलन्स (energy
balance) निकषांवरून येते. हे केवळ कोप्लॅनर
(coplanar) क्रॅक विस्तारासाठी वैध आहे. येथे, जेव्हा
तुम्ही K I भागिले K IC होल स्क्वेअर्ड
अधिक K II भागिले K IIC होल स्क्वेअर्ड बरोबर
1 हा आलेख घेता, तेव्हा तुम्ही a बरोबर 2 आणि
b बरोबर 2 घेतले आहे. हे लंबवर्तुळाचे
समीकरण आहे जे K IC तसेच K IIC वापरते. आणि साहित्य
काय म्हणते, असे एक्सप्रेशन (expression) नॉन-कोप्लॅनर
(non-Coplanar) विस्तारासाठी देखील उपयुक्त आहे.
कारण हे एक प्रायोगिक सूत्रीकरण आहे, जर
तुम्ही एनर्जी बॅलन्स (energy balance) निकषातून
आलात, तर तुमच्याकडे फक्त K I स्क्वेअर्ड
अधिक K II स्क्वेअर्ड बरोबर K IC स्क्वेअर्ड.
जर तुम्ही K IC स्क्वेअर आणि K IIC स्क्वेअरने
योग्यरित्या विभाजित केले तर सूत्रीकरण
प्रायोगिक स्वरूपाचे आहे. आणि लोकांनी
ते मोड I, मोड II आणि मोड III च्या संयोजनासाठी
देखील केले आहे. तेथे प्लेन स्ट्रेन
(plane strain) परिस्थितीसाठी एक्सप्रेशन (expression)
दिसतात K I by K IC संपूर्ण चौरस अधिक K II द्वारे
K IIC होल स्क्वेअर्ड अधिक 1 भागिले 1 वजा
nyu गुणिले K III भागिले K IIIC होल स्क्वेअर
बरोबर 1. बघा, क्रॅक विस्ताराचे
दिशा इथेच थांबत नाही. लोकांनी क्रॅक
टीप जवळ किंकिन्ग (kinking) हे देखील एक निरीक्षण
म्हणून पाहिले आहे. मग लोकांनी क्रॅक
वक्र होताना देखील पाहिले आहे. या सर्व
गोष्टींसाठी, आपल्याला चांगल्या मॉडेल साठी
जाणे आवश्यक आहे. लोक आता उच्च ऑर्डरच्या
अटींचा प्रभाव पाहत आहेत. केवळ त्यासह
या दिशानिर्देशांचा समाधानकारक अंदाज
बांधला जाऊ शकतो. तर, हे क्षेत्र संशोधनासाठी
खुले आहे. म्हणून, तुम्ही अधिक जाणून
घेण्यासाठी वर्तमान साहित्याचा सल्ला
घेत आहात याचे मला कौतुक वाटेल.
क्रॅक अरेस्ट प्रिंसिपल
आता, आम्ही क्रॅक अरेस्ट (crack arrest) आणि
दुरुस्तीच्या पद्धतींच्या अत्यंत महत्त्वाच्या
अध्यायात जाऊ. क्रॅक अरेस्ट (crack arrest) ची काय
गरज आहे? अर्थात, क्रॅकला अटक करून, आपण कंपोनंट
(component) चे आयुष्य वाढवू शकाल. तर, फ्रॅक्चर
मेकॅनिक्सचे एक ध्येय म्हणजे मूळ दोषांच्या
उपस्थितीत कंपोनंट (component) चे आयुष्य वाढवणे.
कारण जर तुम्ही बघितले तर पन्नास ते साठ
वर्षांपूर्वी बांधलेले अनेक पूल, आता त्या
सर्वांत क्रॅक विकसित झाल्या आहेत. आणि
जर तुम्ही ते नुकसान वाचवले नाही तर तुम्हाला
ते पुन्हा बांधावे लागतील. म्हणून, लोक
दुरुस्ती तंत्रज्ञान विकसित करत आहेत
जेणेकरून ते आयुष्य वाढवु शकतील जेणेकरून
होणाऱ्या खर्चात आणि वेळात प्रचंड
बचत होईल. म्हणून, हे एक अतिशय
महत्वाचे क्षेत्र आहे. आणि फ्रॅक्चर
मेकॅनिक्स ची समज हे करण्यात मदत करते.
आणि एखादा क्रॅक सापडला की आम्ही
नेहमी बघत असतो, त्याच्या वाढीवर लक्ष ठेवणे
आवश्यक आहे. आपल्याकडे असेही सिद्धांत आहेत
जे सांगतात की क्रॅक कसा वाढेल. तर, आपल्याला
हे देखील कळेल की पुढे कोणत्या अंतरालाने
कसे तपासायचे ते. म्हणून, एकदा तुम्हाला
माहित आहे की क्रॅक कसा वाढत आहे, तुम्ही
पुढे जाणारी क्रॅक थांबविण्यासाठी
पावले उचलली. हा एक दृष्टिकोन आहे. क्रॅक
पुन्हा सुरू होण्याच्या वेळेला विलंब करणे
हा दुसरा दृष्टिकोन आहे. तर, तुम्ही क्रॅक
कशी थांबवाल? क्रॅक स्टिफनर्स (stiffeners) आणि
पॅचेस (patches) त्यात आणा. हे अगदी स्पष्ट
आहे. तुम्हाला माहिती आहे, जर तुमच्याकडे
कार असेल आणि तुमच्याकडे प्लास्टिकचे कव्हर
असेल, तर त्यात नेहमीच क्रॅक विकसित होईल.
म्हणून, ती कशी थांबवायची हे तुम्हाला माहित
असले पाहिजे. प्रश्न असा आहे की
तुम्ही टेप कशी ठेवाल क्रॅकच्या दिशेने
किंवा त्यास लंब ठेवू शकाल. आम्ही
एक उत्तर पाहू. क्रॅक बरी करण्यासाठी इतर
उपाय असू शकतात. तुम्हाला माहित आहे की हे आता
पकडत आहे. हा प्रभाव जैविक प्रणालींचा
आहे. लोकांनी स्वत: हीलिंग कंपोजिट्स
(healing composites) देखील विकसित केले आहेत.
आणि तुम्हाला माहीत आहे, काही अनुप्रयोगांमध्ये
जेथे ते लोड बेअरिंग मेंबर (load bearing member) नसतात,
क्रॅक झालेल्या घटकाचा पुन्हा वापर करण्यासाठी
आवश्यक दुरुस्ती तंत्रज्ञान लागू
केले जाऊ शकते. ते देखील आवश्यक आहे.
तुम्हाला माहिती आहे, जसे तुम्ही तुमचे
कापड शिवता, तुमच्याकडे धातूची शिलाईही असते.
किंमतीसाठी हे करण्यासाठी कंपन्या तयार आहेत.
तर, आपण त्याबद्दल थोडक्यात पाहू. आणि
क्रॅक अरेस्ट पद्धतींमध्ये भौतिकशास्त्र काय
आहे? तर, आम्ही एनर्जी रिलीज रेट (energy release
rate) आणि प्रतिकार या आपल्या समजुतीकडे
परत जाऊ. आम्ही एक आदर्श ब्रिटल (brittle)
घन घेतो. आणि तुमच्याकडे इथे दिलेल्या लोडिंगसाठी
काय येत आहे, G वाढते. तर, क्रॅक पुढे वाढते.
आणि काही यंत्रणेद्वारे, तुम्ही G खाली आणण्यास
सक्षम आहात. तर, तुम्हाला जे सापडेल
ते म्हणजे, G च्या काही मूल्यावर, क्रॅक
पकडणे सुरू होईल. आणि हे इतर काही उच्च
मूल्यावर पूर्णपणे बंद करेल. तर, क्रॅक
रोखण्याचा शक्यतेवर चर्चा करण्यासाठी
G आणि R संकल्पना खूप उपयुक्त आहे. उर्जेची
उपलब्धता प्रतिकारशक्तीपेक्षा खूप कमी आहे. म्हणून,
क्रॅकला थांबवावी लागेल. तर, तुमच्याकडे
c म्हणून क्रिटिकल क्रॅक (critical crack) आहे.
आणि अटक करण्याच्या प्रारंभी, क्रॅकची
लांबी सुपरस्क्रिप्ट b आहे. जेव्हा ती सुपरस्क्रिप्ट
e बनते, क्रॅक पूर्णपणे रोखली जाते.
तर, तुमच्याकडे एक यंत्रणा असावी ज्याद्वारे
G खाली आणता येईल. ते पॅच टाकून प्रभावीपणे
केले जाते. तुम्ही एक पॅच लावा, G खाली
आणता येईल. आता प्रश्न असा आहे की आकार काय
असावा? स्थान काय असावे? साहित्य काय
असावे? त्याच्याशी संबंधित बरेच मापदंड
आहेत. हे मुळात क्रॅक रोखण्यातील
तत्त्व स्पष्ट करते. मी G चे मूल्य खाली
आणले पाहिजे. ते भौतिकशास्त्र आहे. आणि आपण काय करू
शकतो ते पाहू. जर तुम्ही खरोखरच डबल कॅन्टिलीव्हर
बीम नमुन्याच्या तुमच्या ज्ञानाकडे
परत गेलात; पॅरामीटर्स, नमुन्याचे भौमितीय
मापदंड क्रॅक वाढीचे फंक्शन (function) म्हणून
कॉन्स्टन्ट (constant) G किंवा कमी होणारे
G योग्यरित्या निवडले जाऊ शकते. त्या आधारावर,
आपण एक प्रयोग करू शकता आणि समाधान
देऊ शकता की क्रॅक रोखणे शक्य आहे. दुसरा
दृष्टिकोन पॅच लावणे हा आहे.
पॅच्ड क्रॅक्स
तर, तुमच्याकडे बाह्य पॅच आहे जो ठेवला
आहे. आणि तुम्हाला इथे जे सापडते ते
आहे, जर पॅच AB च्या थोड्या पुढे असेल
तर पॅच अधिक प्रभावी आहे. याचा अर्थ, पॅच
येथे ठेवू नका. पॅच इथे कुठेतरी ठेवा.
मूलत:, आपण त्या ठिकाणी स्टिफनेस (stiffness) वाढवत
आहात जेणेकरून एनर्जी रिलीज रेट (energy release
rate) खाली येईल. आणि हा तोच आलेख आहे
जो तुम्ही आधी पाहिला होता. तर, पॅचमुळे,
तुम्हाला माहिती आहे, जेव्हा क्रॅक
येथे आला आहे, तेव्हा तुमच्याकडे थांबणारी
क्रॅक असेल. मग जसजसा भार वाढतो तसतशी
ती क्रॅक पुन्हा सुरु होऊ शकते आणि
आणखी वाढू शकते. आणि तुम्हाला हे
सर्व माहित आहे, आम्ही यापूर्वी फोटोइलास्टिक
फ्रिन्ज (photoelastic fringe) पॅटर्न (pattern) मधून
क्रॅकची तीव्रता पाहिली आहे. आम्ही
फोटोइलास्टिक फ्रिन्ज (photoelastic fringe) पॅटर्न (pattern)
च्या पॅचची प्रभावीता देखील तपासू. आणि
एकदा मी पॅच म्हटल्यावर, मी ते दोन्ही बाजूंनी
किंवा एका बाजूला ठेवू शकतो. या सर्व
भिन्न शक्यता आहेत. तर, फोटोइलास्टिक
फ्रिन्ज (photoelastic fringe) कसे दिसेल ते आपण
पाहू.
तर, तुमच्याकडे येथे जे आहे ते म्हणजे
, तुम्हाला हि रेखाकृती काढण्याची आवश्यकता
नाही. हे सूचित करते की माझ्याकडे क्रॅक
आहे, पॅच कसा लावला जातो? पॅच क्रॅकवर
लंब ठेवला आहे. हे कॉन्फिगरेशन (configuration)
आहे जे क्रॅक रोखण्यात मदत करेल. फ्रिंज
पॅटर्न (fringe pattern) कसे दिसतात ते आपण पाहू.
आणि इतर सर्व मापदंड, तुम्हाला माहिती
आहे, तुम्ही दोन्ही बाजूंनी पॅच लावू
शकता का? उदाहरणार्थ, जर तुम्ही विमानाच्या
घटकांवर काम करत असाल तर फक्त एक बाजू
तुम्हाला दिसत असेल, तर दुसऱ्या बाजूला
तुम्ही पोहचू शकत नाही. म्हणून, मी पॅच
फक्त एका दिशेने ठेवू शकतो.
तर, तुम्हाला दिलेल्या अनुप्रयोगासाठी
एका दिशेला पॅच लावणे पुरेसे आहे का याची
आम्हाला चौकशी करावी लागेल. शक्य असल्यास
तुम्ही दोन्ही बाजूंनी पॅच लावा. त्यासाठी
तुमच्याकडे तिथे पोहोचायची सोय असायला
हवी. आणि खरं तर, विमान निर्मात्यांनी खरोखरच
त्याच्या अनेक पैलूंवर लक्ष दिले आहे. पॅच
बेस मटेरियल सारख्याच मटेरिअल (material) चा असावा
की तो कंपोजिट (composite) चा बनलेला असावा?
कारण जेव्हा तुमच्याकडे अल्युमिनियम फ्रेम
असते तेव्हा ते काचेच्या फायबर ने किंवा केवलर
फायबर ने किंवा कार्बन फायबर ने बनलेला
पॅच लावण्याचा प्रयत्न करतात. आणि त्याची
परिणामकारकता कशी आहे ते पहा. लांबी
किती असावी? रुंदी किती असावी? हे सर्व
मापदंड आहेत.
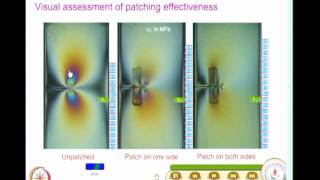
फोटोइलास्टिक डेमॉन्स्ट्रेशन ऑफ युजफूलनेस ऑफ
अ पॅच
तर, आपण जे पाहू ते म्हणजे, आपण फक्त
फ्रिंज पॅटर्न (fringe pattern) वर एक नजर टाकू.
हे आपल्याला प्रचंड प्रमाणात माहिती
देते. तर, मी इथे कुठेतरी फ्रिंज पॅटर्न (fringe
pattern) घेईन. मी समान भार टाकतो. मी येथे
एक समान भार टाकेल. तर, आपण फ्रिंज (fringe)
च्या आकारावरून पाहू शकता, हा न जुळणारा
नमुना आहे. याची तुम्ही रेखाकृती काढू शकता.
मला तुम्ही रेखाकृती काढावी अशी इच्छा
आहे. आणि हा एका दिशेने पॅच केलेले नमुना
आहे. हे दोन्ही दिशांवर पॅच केलेले नमुना
आहे. आपण फ्रिंज (fringe) खाली येताना पाहू
शकता. स्पष्टपणे, हे सूचित
करते की जेव्हा आपल्याकडे दोन पॅच असतात तेव्हा
स्ट्रेस इन्टेन्सिटी (stress intensity) कमी असते.
हे तुमच्या व्यव्हारज्ञाना नुसार जाते. जेव्हा
आपण म्हणता की ते पूर्णपणे पॅच केलेले
आहे, तेव्हा ते चांगले संरक्षित केले पाहिजे.
तर, तेच तुम्ही इथे पाहता. आणि हे आपल्याला
अनपेक्षितपणे देते, हा अत्यंत काळजीपूर्वक
केलेला प्रयोग आहे. हे माझे विद्यार्थी,
मधू यांनी केले आहे, जे अत्यंत काळजीपूर्वक
प्रयोग करणारे होते. आणि तुमच्याकडे येथे
एक पॅच आहे. तुमच्याकडे दुसरा पॅच आहे. आणि
मी भार वाढवू शकतो आणि ते कसे आहे ते
दर्शवू शकतो.
तर, आम्ही 0.79 MPa पर्यंत गेलो आहोत. आणि हे
देखील आपण पाहू शकता. तर, 0.79 MPa वर, फ्रिंज
पॅटर्न (fringe pattern) विशिष्ट आकाराचा असतो तर
जेव्हा तुमच्याकडे डबल पॅच असतो तेव्हा
ते खूप लहान असते. आणि तुम्हाला माहिती
आहे की हे फोटोइलास्टिक (photoelastic) विश्लेषणाद्वारे
मोजले गेले. आपण एक प्रकरण पाहू शकता.
आपण फील्डमधून डेटा गोळा करता. हे पुनर्रचित
फ्रिंज पॅटर्न (fringe pattern) आहे. आणि K I चे मूल्य
0.67 MPa रूट मीटर आहे. आणि K II क्रॅकच्या
लहान विचलनामुळे तसेच लोडिंगमुळे,
तुमच्याकडे K II चे फारच लहान मूल्य
आहे. हे 0.03 MPa रूट मीटर आहे. म्हणून, फोटोइलास्टिक
(photoelastic) फ्रिंज पॅटर्न (fringe pattern) वर प्रक्रिया
करून फील्डमधून K I आणि K II चे मूल्य काढणे
हे शक्य आहे.
आणि मला जे दाखवायचे आहे ते म्हणजे आलेखाच्या
रूपात तुलना. हे अधिक महत्वाचे आहे. तुम्ही
याची रेखाकृती बनवा. तुमच्याकडे एका अक्षावर
कॉन्फिगरेशन्स (configurations) सूचीबद्ध आहेत, स्ट्रेस
इन्टेन्सिटी (stress intensity) घटक y अक्षावर
सूचीबद्ध आहे. म्हणून, जेव्हा तुमच्याकडे
न जुळणारी क्रॅक असते, ती सुमारे 0.79
MPa रूट मीटर असते . एका बाजूचा पॅच, तो जवळपास
0.36 किंवा इतका खाली आला आहे. जेव्हा ते
दोन्ही बाजूंनी पॅच केले जाते, तेव्हा
ते 0.15 किंवा इतके असते. तर, हे दाखवते की पॅचिंगद्वारे
क्रॅक अरेस्ट प्रभावी आहे. पॅचिंग स्ट्रेस
इन्टेन्सिटी (stress intensity) च्या घटकाचे
मूल्य कमी करते. तर, ही एक उपयुक्त पद्धत
आहे. दुसरा दृष्टिकोन लोक काय करतात हा
आहे, लोक अटक करण्या करीता छिद्राचा वापर
करतात.
होल एज ए क्रॅक अरेस्टर
तर, तुम्ही इथे जे पाहता ते म्हणजे,
माझ्याकडे एक छिद्र असलेली प्लेट आहे
ज्यामधून क्रॅक बाहेर पडली आहे. एका बाजूला,
आपल्याकडे क्रॅक आहे. दुसऱ्या बाजूला,
क्रॅक एका छिद्राने थांबली आहे. एक लहान
छिद्र ठेवले आहे. आणि तुम्ही छिद्रासाठी
का जाता? जेव्हा तुम्ही एक छिद्र घालता, स्ट्रेस
(stress) ची तीव्रता एकदम 3 च्या आसपास येते.
कारण हि एक फायनाईट बॉडी (finite body) आहे, ते
3 पेक्षा जास्त असेल ते सैद्धांतिकदृष्ट्या
अनंत नाही. कारण क्रॅक-टिपवर, तुमच्याकडे स्ट्रेसेस
(stresses) चे अनंत मूल्य आहे. ज्या क्षणी तुम्ही
छिद्र पाडता आणि हे कारण तुम्हाला
कळते जेव्हा तुमच्याकडे रिव्हेटेड जॉइंट्स
(riveted joints) असतात, तेव्हा रिव्हेटेड छिद्र
हे छिद्रा सारखे काम करते. तर, ते क्रॅक
अरेस्टरसारखे कार्य करते. पुन्हा आरंभ
होण्यास विलंब झाला आहे. स्ट्रेस इन्टेन्सिटी
(stress intensity) च्या घटकामध्ये कदाचित जास्त बदल
होणार नाही. पण ती क्रॅक आणखी वाढण्यासाठी
क्रॅक ला पुन्हा सुरू व्हावे लागेल
आणि नंतर पुढे जावे लागेल.
तर, तुम्ही पुन्हा सुरु होण्यास विलंब
करता. क्रॅक अरेस्टर (crack arrester) म्हणून छिद्राचा
फायदा आहे. हे पुन्हा फोटोइलास्टिक (photoelastic)
विश्लेषणाद्वारे केले जाते. आपल्याकडे
गडद क्षेत्रात तसेच चमकदार क्षेत्रात
फ्रिंज पॅटर्न (fringe pattern) आहेत. आपल्याला
फ्रिंज पॅटर्न (fringe pattern) मध्ये जास्त फरक
दिसणार नाही कारण SIF चे मूल्य लक्षणीय
बदललेले नाही. आणि तुम्ही हे घेतले
आहे. जवळून दृश्ये दर्शविली जातात.
आणि प्रक्रिया केलेल्या डेटामधील हे पुनर्रचित
फ्रिंज पॅटर्न (fringe pattern) आहेत. एक प्रत्यक्ष
क्रॅकसाठी आहे, दुसरे म्हणजे छिद्राने
क्रॅक टीप बोथट झाली आहे. तुम्हाला SIF मूल्यामध्ये
मोठा फरक आढळत नाही. पण छिद्राचा काय
फायदा आहे, तो पुन्हा सुरु होण्यासाठी
लागणाऱ्या कालावधी मध्ये विलंब करतो.
तुमच्याकडे K I हे 0.330 MPa रूट मीटर आहे.
जेव्हा ते छिद्राने बोथट होते, तेव्हा
ते 0.265 MPa रूट मीटर असते. पहा, हे सर्व epoxy वर
केले जाते. म्हणूनच तुम्हाला स्ट्रेस
इन्टेन्सिटी (stress intensity) च्या घटकाची
अशी लहान मूल्ये दिसतात. हे एल्युमिनियम
किंवा स्टीलवर केले जात नाही. तेथे मूल्ये
पूर्णपणे भिन्न असतील.
तर, होलचा परिणाम म्हणजे पुन्हा सुरु
होण्यास विलंब करणे. मुळात क्रॅक वाढीचा
दर असा आहे. जेव्हा आपल्याकडे छिद्र
असेल तेव्हा ते विलंब करेल आणि नंतर क्रॅक
ची वाढ याप्रमाणे होईल. तर, हे तुमच्या
फायद्यचे आहे. यामुळे पुन्हा सुरु होण्यास
विलंब होतो. आणि हे नैसर्गिकरित्या
घडते जेव्हा तुमच्याकडे रिव्हेटेड जॉइंट्स
(riveted joints) आहे. एका छिद्रापासून सुरू झालेली क्रॅक
कोणतीही असली तरी ती दुसऱ्या छिद्रा
पर्यंत येऊन थांबेल. मग तिला पुढे जायला
थोडा वेळ लागेल. तर, हा फरक होता. जेव्हा
तुमच्याकडे वेल्डे केलेले जॉइंट असतात,
एकदा क्रॅकचा प्रसार सुरू झाला की क्रकला
अटक करण्यासारखे काहीच नसते. तर, क्रॅक
सहजपणे झिप (zip) होईल. तर, नंतरच्या जहाजांच्या
डिझाइनमध्ये, लोकांनी योग्य ठिकाणी क्रॅक
अरेस्टर्स (crack arresters) प्रदान केले आहेत.
मग वेल्डेड (welded) जहाजे देखील खूप सुरक्षित
होतात. तर, हे आपण लक्षात ठेवले पाहिजे.
पुन्हा सुरू करण्याची वेळ म्हणजे, क्रॅकच्या
शेवटी छिद्र टाकल्यावर तुम्हाला काय फायदा
होतो. आणि पुढील संकल्पना म्हणजे स्वत:च उपचार
घेणे. हे सर्व जैविक प्रणालींद्वारे
उद्भवलेले आहे.
सेल्फ हीलिंग - अ मेथोडोलॉजि फॉर क्रॅक अरेस्ट
पहा, काय होते, जेव्हा तुम्ही पडता तेव्हा
तुम्हाला जखम होते. आणि तुमची प्रणाली
समजते की इथेच काहीतरी घडले आहे. तर, तुमची
त्वचा फक्त त्या ठिकाणी सुधारली जाते.
हे कसे घडते? वास्तविक संरचनांमध्ये याची
नक्कल करता येते का? विशेषत: जेव्हा
तुमच्याकडे स्पेस एक्सप्लोरेशन डिव्हाइस
(space exploration device) असते जे कंपोजिट्स (composites) नी
बनलेले असते, तेव्हा तुम्ही अंतराळात
जाऊन दुरुस्ती करू शकत नाही. त्याला
स्वतःच स्वतःची दुरुस्ती करावी लागते. म्हणून,
अशा अनोखी अनुप्रयोगांमध्ये, या संकल्पनांचा उपयोग
करण्याचा प्रयत्न केला जातो. स्ट्रक्चरल
पॉलिमर (structural polymers) क्रॅक्सच्या स्वरूपात होणाऱ्या
नुकसान च्या बाबतीत अतिसंवेदनशील असतात
जे संरचनेच्या आत खोलवर तयार होतात
जेथे शोधणे कठीण असते आणि दुरुस्ती
करणे जवळजवळ अशक्य असते.
निसर्गात, एखाद्या जीवाचे नुकसान उपचारात्मक
प्रतिसाद सुरू करते. तर, त्यासारखेच. जेव्हा
नुकसान होते तेव्हा प्रतिसाद म्हणून
उपचार हा सुरू केला पाहिजे. लोकांनी
त्या दृष्टीने पाहिले आहे. त्यांनी सजीवांकडून
हेच शिकले आहे. तर, ही संकल्पना सिंथेटिक
(synthetic) मटेरिअल (material) च्या डिझाइनवर लागू
केली गेली आहे आणि स्वत:चे हीलिंग करणारे
पॉलिमर विकसित केले गेले आहे. आणि मी ते
मोठे करू शकतो आणि नंतर दाखवू शकतो.
कंपोजिट्स (composites) असे दिसते.
हे इलिनॉइस विद्यापीठात केले जाते. या योगदानाचे
श्रेय प्राध्यापक सोटोस यांना जाते.
तुमच्याकडे एक क्रॅक आहे आणि क्रॅक देखील
बरी होते. ज्यासाठी त्यांना एका विशिष्ट
पद्धतीने पॉलिमर बनवावे लागते. त्यांना
सूक्ष्म फुगे आत बसवावे लागतात. सूक्ष्म
फुगे रेसीन (resin) तसेच हार्डनर वाहून नेतील.
म्हणून, जेव्हा क्रॅक जातो आणि उत्प्रेरक
तसेच रेसीन (resin) ला छिद्र पाडतो, तेव्हा
ते सोडले जातात. आणि मग बरे होण्याची
प्रक्रिया होते. म्हणून, आपण हे फुगे
समाधानकारकरित्या एकसारखे वितरित करण्यास
सक्षम आहात की नाही हे बघावे लागेल. या
सर्व उत्पादन करतांना येणाऱ्या समस्या
आहेत. संकल्पना अशी आहे.
तर, आपण ही संकल्पना पटकन पाहू. म्हणून,
याला ऑटोनॉमिक हीलिंग (autonomic healing) संकल्पना
म्हणून ओळखले जाते. आणि इथे काय होते,
तुमच्याकडे पॉलिमर सिस्टम आहे. तुमच्याकडे
विविध आकाराचे फुगे आहेत. माइक्रोकॅप्सुल्स
(microcapsules) रेसीन (resin) तसेच उत्प्रेरक वाहून
नेतात. तर, जे घडते ते म्हणजे, जेथे क्रॅकची
वाढ होते तेथे क्रॅकची वाढ नेहमीच उत्प्रेरक
तसेच रेसीन (resin) प्रणालीला टक्कर देते.
म्हणून, ते बाहेर येतात आणि नंतर त्याला
बंद करतात. ही त्यामागची संकल्पना आहे. याचे
पेटंट केलेले आहे आणि लोक ते पुढे विकसित
करत आहेत. कारण त्याला व्यावसायिक बनवण्यासाठी
काम करावे लागते. हि संकल्पना कौतुकास्पद
आहे. म्हणून, जेव्हा क्रॅक
वाढते, तुमंचाकडे यापासून रेसीन (resin)
मुक्त होते. आणि उत्प्रेरक याच्याशी संवाद साधतो.
आणि तुमच्याकडे पॉलिमरायझेशन (polymerization) होते आणि नंतर
बरे होते. तर, नुकसान भरपाईची क्रिया देखील
वाढवते. अनेक तांत्रिक प्रश्न आहेत. जर तुम्ही
खरोखर बघितले, जर इथे अंतर असेल तर
हे अंतर कसे वागेल? तर, हे सर्व मुद्दे
आहेत ज्या लोकांना पाहाव्या लागतील.
आणि या सूक्ष्म फुग्यांना सांख्यिकीय पद्धतीने
कोणत्या प्रकारे वितरित करावे लागेल?
तर, ते बनवतांना ते हे कसे सुनिश्चित
करू शकतात. हे सर्व अतिशय कठीण मुद्दे
आहेत जे तुम्हाला ते बनवतांना सोडवावे
लागतील. परंतु ही संकल्पना जैविक प्रणाली
कशी प्रतिसाद देईल यासारखीच आहे. ज्या
ठिकाणी नुकसान झाले आहे त्या ठिकाणी
उपचार केले जातात.
तर, याला डीप स्पेस एक्सप्लोरेशन सॅटेलाईट
, रॉकेट मोटर्स, प्रोस्थेटिक ऑर्गन, सध्याचे आणि
भविष्यकाळातले स्पेस स्टेशन्स, पूल जे
कंपोजिट (composite) मटेरिअल (material) वापरून बांधल्या
किंवा बनविल्या जातात अश्या ठिकाणी अनुप्रयोगांना
वाव आहे. तुम्ही त्याची यादी बनवू शकता. पण
कल्पना अशी आहे, अश्या जागा जिथे तुम्ही
स्वतः जाऊन दुरुस्ती करू शकत नाही, पण उपचार
होऊ उपचार होऊ शकतो पण वेळ लागू शकतो.
पण हे खूप चांगले आहे.
क्रॅक रिपेअर बाय मेटल स्टिचिंग
आणि आम्ही मेटल स्टिचिंग (metal stitching) द्वारे क्रॅक
दुरुस्तीच्या पुढील संकल्पनेकडेही जाऊ.
आणि तुम्हाला हे लक्षात घ्यावे लागेल
की, ही एक अत्यंत कुशल, विश्वासार्ह आणि
कोल्डवर्क यांत्रिक दुरुस्तीची प्रक्रिया
आहे ज्याद्वारे क्रॅक असलेले, तुटलेले
किंवा उडलेले कास्ट-आयर्न, कास्ट स्टील आणि
आल्युमिनियम हाउसिंग्ज दुरुस्त केले जाते.
तुम्हाला माहिती आहे, हा एक उपयुक्त
पैलू आहे. जरी ते स्वतः फ्रॅक्चर मेकॅनिक्स
(fracture mechanics) च्या पूर्वावलोकनात येत नाही पण कारण
आपण खरोखर हाऊसिंग (housing) कडे पहात आहात.
परंतु व्यावहारिक अनुप्रयोगाच्या
दृष्टिकोनातून हे खूप उपयुक्त आहे.
कारण बर्याच लोकांना हे माहित नाही की
मेटल स्टिचिंग (metal stitching) शक्य आहे. आपल्या
सर्वांना फक्त वेल्डिंग माहित आहे. आम्हाला
ब्रेसिंग वगैरे माहित आहे. मेटल स्टिचिंग
(metal stitching) जे कोल्ड ऑपरेशन आहे ते देखील शक्य
आहे. आणि या प्रक्रियेत काय समाविष्ट आहे
ते म्हणजे , विशेषतः डिझाइन केलेले पूर्वनिर्मित
लॉक्स क्रॅकमधील स्लॉट्समध्ये घालणे.
या धातूंचे लॉक्स टेनसाईल (tensile) स्ट्रेन
(strain) चा प्रतिकार करतात जे कास्ट-आयर्न पेक्षा
3 ते 5 पट असते. तर, तुम्ही वेगळे
मटेरिअल (material), उच्च शक्तीचे मटेरिअल
(material) वापरता. क्रॅक फेसेस (crack faces) विशेषतः
डिझाइन केलेल्या थ्रेडेड पिनद्वारे
जवळ आणले जातात. म्हणून, तुमच्याकडे लॉक तसेच
थ्रेडेड पिन आहेत जे हा हेतू पूर्ण
करतात. आणि इथे पुन्हा तुम्हाला आढळेल की
तुमच्याकडे एक क्रॅक असेल आणि तुम्ही
लॉक हे क्रॅकला लंबवत लावा. तर, हे आपण फ्रॅक्चर
मेकॅनिक्समधून शिकता. जर तुम्हाला तुमच्या
कारच्या कव्हरमध्ये क्रॅक आढळला असेल
तर तुमचा टेप क्रॅकवर लंबवत ठेवा. हे समांतर
ठेवण्यापेक्षा जास्त काळ टिकेल.
तर, मेटल स्टिचचे हेच कॉन्फिगरेशन
दर्शविले आहे. माझ्याकडे क्रॅक
आहे. मी ते लंबवत ठेवले. आणि या लॉक्स ना अतिशय
खास आकार आहे. आम्ही त्यावर एक नजर टाकू,
अतिशय खास आकार. हे वरून दिसणारे दृश्य
आहे. तुमच्याकडे एक क्रॅक आहे ज्यामधून
जात आहे. आणि तुमच्याकडे हे विशेष लॉक आहे.
हा साधा सरळ तुकडा नाही. हे मशीनिंग
स्वतः कुशल आहे. तुमच्याकडे या प्रकारचे मशीनिंग
असणे आवश्यक आहे. आणि एक सामान्य लॉक
असे असेल. आकार येथे दिला आहे. तुमच्याकडे
एक लॉक आहे जे डिझाइन केलेले आहे. आणि तुम्हाला
यासारख्या घटकावर योग्य साधनांद्वारे
स्लिट (slit) बनवावे लागेल. म्हणूनच तुमच्याकडे
विशेष कंपन्या आहेत ज्यांचा यात समावेश
आहे. तुम्ही याची रेखाकृती बनवा, या
लॉकची रेखाकृती बनवा. तर, हे मशीनिंग स्वतःच
आव्हानात्मक असणार आहे.
आणि ते काय करतात, त्यांनी याचे थर
लावले. त्यांना ते ड्रिल करावे लागेल,
एकामागोमाग एक थर लावावा लागेल. आणि
एकदा त्यांनी दुरुस्ती केली, पॉलिश केले
आणि नंतर ती रंगवली, की तो एक चांगला घटक
आहे असे तुम्हाला वाटेल. तुटलेल्या
आणि चांगल्यात फरक करता येणार नाही.
तर, तुमच्याकडे विशेष ड्रिल जिग्स आहेत
ज्यांचा उपयोग कास्टिंगमध्ये अचूक छिद्रांचा नमुना
तयार करण्यासाठी केल्या जातो.
आणि चला आपण ऑपरेशनचा क्रम पाहू. आपल्याला
छिद्र बनवावे लागेल कारण आपल्याला ते
योग्यरित्या ड्रिल करायचे आहे. मग हे
लॉक त्यात घाला. मग आपल्याला स्टड्स
(studs) ठीक करावे लागतील. त्याना योग्य ठिकाणी
ठेवण्यासाठी विशेष स्टड (stud) आवश्यक आहेत.
मग तुम्ही रफ ग्राइंडिंग, स्मूथ ग्राइंडिंग
आणि फिनिशिंग करता.
तर, तुम्हाला छिद्र बनवणे, लॉकिंग स्टड
बसवणे आणि साफ करणे आहे. मी एनिमेशन पुन्हा
करेन. तुम्ही फक्त ऑपरेशनचा क्रम लक्षात
घ्या. लॉक करण्यासाठी तुम्हाला विशेष छिद्रे
करावी लागतील. त्यांना विशेष कील्ल्या म्हणतात.
तर, तुम्हाला ते ठीक करावे लागेल. मग तुमच्याकडे
लॉकिंग स्टड आहेत. मग त्यांना दुरुस्त
करा. आणि याचे सौजन्य हे मेटल लॉक कोड, यूके
ला जाते.
आणि तुमच्याकडे गिअर बॉक्सचे हाऊसिंग
(housing) आहे जे येथे दर्शविले आहे. ते तुटलेले आहे.
आणि हे शिवले आहे. ते रंगवलेले नाही.
जर ते रंगवले असेल तर तुम्हाला कोणताही
फरक शोधता येणार नाही. आणि तुम्हाला
काय लक्षात ठेवावे लागेल, हे उच्च दाबाने
चालवल्या जाणाऱ्या उपकरणांमध्ये उच्च
प्रमाणाच्या रिजीडीटी (rigidity) सह 100 टक्के गळती
मुक्त दुरुस्ती सुनिश्चित करते.
जे मटेरिअल (material) शिवायचे आहे त्या मटेरिअल
(material) ची जाडी हि किमान 9 मिमी असावी हि आवश्यकता
आहे आणि जाडीसाठी कमाल मर्यादा नाही.
दुरुस्ती हि थंड प्रक्रियेत केली
जात असल्याने, कोणतीही विकृती किंवा थर्मल
(thermal) स्ट्रेस (stress) इनडुज्ड (induced) होत नाही. याचा
हाच फायदा आहे. जर तुम्ही वेल्डिंगसाठी
गेलात तर तुमच्याकडे विकृती असेल. म्हणून,
अशा प्रकारचे दोष येथे दिसत नाहीत.
तुम्हाला माहिती आहे की हा या अभ्यासक्रमाचा
शेवटचा वर्ग आहे. आम्ही खूप पुढे आलो
आहोत. आणि आम्ही लिनिअर इलॅस्टिक (linear elastic)
फ्रॅक्चर मेकॅनिक्स (fracture mechanics) चा विकास
तपशीलवार पाहिला. अगदी गणिताच्या आधाराचाही
अतिशय सखोल अभ्यास केला गेला. अगदी डेरिव्हेशन्स
(derivations) सुद्धा शेवटपर्यंत सोडवले आहेत. मग आम्ही
इलास्टो-प्लास्टिक (elasto-plastic) फ्रॅक्चर
मेकॅनिक्स (fracture mechanics) शी संबंधित संकल्पनांकडे
गेलो. आपण जे-इंटीग्रल (J-integral) तसेच CTOD कडे थोडक्यात
पाहिले. मग आपण फेल्युअर (failure) मूल्यांकन आकृती
देखील पाहिली. मग आपण महत्वाचा
पैलू घेतला, कोणत्या मार्गाने मिक्सड
मोड फ्रॅक्चर मध्ये क्रॅक ची वाढ होईल?
भौतिक संकल्पनांवर आधारित फ्रॅक्चर
सिद्धांतांमध्ये मोड I फ्रॅक्चर टफनेस
(fracture toughness) कसा वापरला जाऊ शकतो हे आम्ही
पाहिले. नंतर, लोकं एम्पीरिकल (empirical) दृष्टिकोनावर
आले ज्यात त्यांनी K IC तसेच K IIC दोन्ही
वापरले होते. आणि या वर्गात, मूलत: आपण
क्रॅक अरेस्ट (crack arrest) आणि दुरुस्तीच्या
पद्धतींकडे पाहिले. क्रॅक अरेस्ट (crack
arrest) हि पॅच लावून शक्य आहे.
याचे एरोस्पेस स्ट्रक्चर्समध्ये विस्तृत अनुप्रयोग
आढळले आहेत. एका बाजूला पॅच लावल्याने, दोन्ही
बाजूंनी पॅच लावल्याने काय परिणाम होतो?
मग एका छिद्रा मुळे क्रॅक पुन्हा सुरू
होण्यास विलंब होण्यास कशी मदत होते? मग आम्ही
धातूची शिलाई देखील पाहिली. म्हणून, फ्रॅक्चर
मेकॅनिक्स (fracture mechanics) हे विकसित करण्यास
कसे प्रवृत्त झाले, त्यासंबंधित गणित
आणि त्याच्या अनेक पैलूंवर तपशीलवार
डेरिव्हेशन्स (derivations) याचा आपण इतिहास
पाहिला. आपण त्याच्या अनुप्रयोगाच्या
पैलूंकडे पाहण्यापर्यंतही गेलो आहोत. आणि हेच
क्षेत्र आहे जे विकसित होत आहे.
इथे संशोधनाला वाव आहे. आणि तुम्हाला
अलीकडील लेख तसेच पुस्तके विचारात
घ्यावी लागतील. आणि तुमच्यासाठी वाचायला
अजून बरेच काही आहे. मला खात्री आहे की
आपण जी काही चर्चा केली आहे ती आपल्याला
वर्तमानात उपलब्ध असलेले साहित्य वाचण्यासाठी
पुरेशी मूलभूत समज प्रदान करेल.
Full transcript without timestamps
आपण मागच्या वर्गात बघितलं कि मोड I लोडींग च्या बाबतीत, क्रॅक हि स्वत: सारख्याच प्रकारे प्रसार पावते. मग आम्ही सांगितले कि, जेव्हा तुम्ही प्युअर मोड II कडे जात तेव्हा क्रॅक हि एका विशिष्ट कोनात प्रसार पावते ज्याची किंमत तुम्हाला योग्य निकष लावून शोधावी लागते. आणि आपण एनर्जी बॅलन्स (energy balance) चा निकष पण पहिला. आणि मी हे सांगितले कि कोप्लॅनर (coplanar) क्रॅक विस्तार करीता हे किती गरजेचे व महत्वाचे आहे. मिक्स्ड मोड फ्रॅक्चर - कन्टीन्यूड मग आपण क्रॅक वाढीच्या दिशेचे अंदाज लावण्यास अनुमती देणारे निकष पाहिले. मी मॅक्झिमम प्रिंसिपल स्ट्रेस (maximum principal stress) निकष नमूद केला होता. मूलतः जेव्हा हे सादर केले गेले, तेव्हा ते मॅक्झिमम टॅनजन्शीअल स्ट्रेस (maximum tangential stress) निकष म्हणून ओळखले जाते. जोपर्यंत तुम्ही असिमप्टोटीक (asymptotic) मालिकेच्या विस्तारामध्ये फक्त पहिली संज्ञा वापरता तोपर्यंत, मॅक्झिमम प्रिंसिपल स्ट्रेस (maximum principal stress) तसेच मॅक्झिमम टॅनजन्शीअल स्ट्रेस (maximum tangential stress) सिग्मा थिटा थिटा, दोन्ही च्या दिशा जुळतात. आणि आम्ही या सिद्धांतावर आधारित क्रॅक वाढीची दिशा शोधण्यासाठी एक्सप्रेशन (expression) देखील विकसित केले होते. दुसरा सिद्धांत जो तुम्हाला क्रॅक वाढीची दिशा मिळवू शकतो तो स्ट्रेन एनर्जी डेन्सिटी (Strain energy density) सिद्धांताचा आहे. आणि यामध्ये क्रॅक जी मिक्स्ड लोडिंग अंतर्गत आहे ती कमीतकमी स्ट्रेन एनर्जी डेन्सिटी (Strain energy density) च्या दिशेने वाढेल. आपण मागे जाऊ आणि MTS निकषांनुसार क्रॅक वाढीच्या दिशेचे पुनरावलोकन करू. तुम्हाला शियर स्ट्रेस (shear stress) शून्य करावा लागेल. तर मुख्य समीकरण हे आहे, K I साईन थिटा m अधिक K II 3 कॉस थिटा m वजा 1 बरोबर 0.काही सरलीकरणानंतर, आपण क्रॅक वाढीच्या दिशेने सुत्र मिळवू शकता. आपल्याकडे हे आहे m भागिले 2 बरोबर 1 भागिले 4 K I भागिले K II अधिक किंवा वजा 1 भागिले 4 स्क्वेअर रूट ऑफ K I भागिले K II होल स्क्वेअर अधिक 8. तर, तुम्हाला यापासून थिटा m चे मूल्य मोजावे लागेल. दोन रूट पैकी कोणते रूट स्वीकार्य आहे ते तुम्हाला निवडावे लागेल. तर, यामध्ये, तुम्ही दिलेल्या समस्येमध्ये, प्रत्यक्षात काय पहात आहात, लोडिंगच्या प्रकारासाठी K I आणि K II च्या मूल्याचा अंदाज लावा. तर, ही एक्सप्रेशन (expression), कोणत्या दिशेने क्रॅक शक्यतो वाढू शकेल हे सांगेल. परंतु फ्रॅक्चर मुळे क्रॅक पुढे जाण्यासाठी, ती अस्थिरतेच्या स्थितीपर्यंत पोहोचली पाहिजे. ती अस्थिरता स्थिती काय आहे? ते सुद्धा आपल्याला ते पहावे लागेल. परंतु त्यामध्ये जाण्यापूर्वी आपण प्रयोगांच्या परिणामांची तुलना देखील पाहू. आणि तुमच्याकडे जे आहे ते म्हणजे , या अक्षावर K I बाय K II प्लॉट केले आहे. हे 0 ते 1 पर्यंत बदलते. म्हणजे याचा अर्थ असा की क्षैतिज अक्ष आपल्याकडे जे काही आहे, हे प्युअर मोड II परिस्थितीसाठी आहे. ग्राफच्या शीर्षस्थानी आपल्याकडे हे K I हा K II एवढा आहे. तर, तुमच्याकडे एक विभाग आहे जिथे तुम्ही मोड II वरून परिस्थितीकडे जाता जेथे मोड I आणि मोड II चा प्रभाव समतुल्य आहे. दुसर्या एकामध्ये, मोड I हा प्रबळ आहे. तुम्ही मोड I वरून त्या परिस्थितीकडे जाल जिथे K I हा K II एवढा असेल. तर, हा अक्ष K I भागिले K II नुसार आहे. हा अक्ष K II भागिले K I नुसार आहे. आणि हे आलेख हे या एक्सप्रेशन (expression) वर आधारीत आहेत. आणि हे जे लाल रंगाचे ठिपके दिसत आहेत ते प्रयोगामधील आहेत. आणि मी काय करेल, मी हे थोडे मोठे करेल. आणि तुम्ही हे स्पष्टपणे बघू शकता कि जेंव्हा K I हा प्रबळ असतो, तेंव्हा प्रयोगावरून मिळालेले डेटा पॉईंट्स हे मॅक्झिमम टॅनजन्शीअल स्ट्रेस (maximum tangential stress) निकषासह बऱ्यापैकी जुळतात. जेंव्हा K II हा प्रबळ असतो, तुमच्याकडे तेवढी चांगली तुलना नसते. आणि मॅक्झिमम टॅनजन्शीअल स्ट्रेस (maximum tangential stress) निकषानुसार तो कोन वजा 70 च्या जवळपास येतो, तर स्ट्रेस (stress) च्या निकालानुसार तो वजा 56 येतो. हे अंदाजित मूल्यापासून दूर आहे. आणि आपण पाहू शकता की येथे दर्शविल्याप्रमाणे क्रॅक एका दिशेने वाढेल. तर, तुमच्याकडे हा कोन वजा थिटा m च्या म्हणून आहे. आणि आपण हे देखील पाहू, जेव्हा तुमच्याकडे शुद्ध मोड II ची परिस्थिती असेल तेव्हा इतर सिद्धांत काय सांगतात.जेव्हा तुमच्याकडे शुद्ध मोड I असतो, तेव्हा क्रॅक स्वतः सारख्याच पद्धतीने वाढतो. जेव्हा मोड I प्रबळ असतो, तेव्हा सैद्धांतिक तसेच प्रायोगिक अंदाज वाजवीपणे जुळतात. त्यामुळे तुम्हाला एक प्रकारचा दिलासाही मिळतो की आम्हाला जी काही एक्सप्रेशन (expression) मिळाली आहे ती काही विशिष्ट घटनांचे स्पष्टीकरण देत आहे. आता आपण पुढे, फ्रॅक्चरच्या प्रारंभासाठी काय स्थिती आहे हे पाहू ? मला वाटतं इथेच आपण शेवटच्या वर्गात थांबलो होतो. आणि मला जी कल्पना सांगायची आहे, ती तुम्हाला माहीत आहे, आम्ही पारंपारिक डिझाईन दृष्टिकोन वापरतो. पारंपारिक डिझाइन दृष्टिकोनात, आम्ही काय करत होतो? वास्तविक परिस्थितीत, तुम्ही एकत्रित लोडिंग केले असेल. तथापि, ईल्डींग (yielding) होईल की नाही याचे आकलन करण्यासाठी, आम्ही साध्या टेन्शन (tension) चाचणीतून निकाल घेऊ. तुम्हाला इल्ड स्ट्रेंथ (yield strength) चे मूल्य कितीही मिळो, ते तुमच्या एकत्रित लोडिंग परिस्थितीसाठी योग्य प्रकारे वापरा. तुमच्याकडे अनेक सिद्धांत देखील आहेत. तुमच्याकडे ट्रेस्का ईल्ड (yield) चे तसेच वॉन-मिसेज ईल्ड (yield) चे निकष होते. तुमच्याकडे एक सिद्धांत नव्हता. परंतु, भौतिक दृष्टिकोनातून आपल्याला जे कोणते पॅरामीटर हवे आहेत ते आपण एकाच चाचणीतून कराल यावर लक्ष केंद्रित करा. तर, या फ्रॅक्चर इनस्टॅबिलिटी (fracture instability) विश्लेषणामध्ये देखील, तुम्ही थिटा m च्या कोणत्याही मुल्या करीता सिग्मा थिटा थिटा चे मूल्य काय आहे ते पहा. आणि मोड I परिस्थितीत, हे मूल्य, K I हे K IC वर जावे. तर, त्या आधारावर, तुम्ही हे थिटा m च्या कोणत्याही मूल्यासाठी देखील वापरता. म्हणजे याचा अर्थ, दिलेल्या समस्येच्या परिस्थितीसाठी K I आणि K II शोधा. क्रॅकचा प्रसार होईल की नाही याचे आकलन करण्यासाठी मोड I परिस्थितीसाठी मिळवलेले फ्रॅक्चर टफनेस (fracture toughness) वापरा. पारंपारिक डिझाईन दृष्टिकोनात आपल्याला ज्या गोष्टीची सवय आहे त्याप्रमाणेच करा. पारंपारिक विश्लेषणामध्ये, तुम्ही साध्या टेन्शन (tension) चाचणीतून ईल्ड स्ट्रेंथ (yield strength) घेता. येथे, तुम्ही एकत्रित लोडिंग परिस्थिती असूनही फक्त मोड I फ्रॅक्चर टफनेस (fracture toughness) वर लक्ष केंद्रित करा. आणि आपल्याला हे बघावे लागेल की एक्सप्रेशन (expression), जे काही आम्हाला मिळाले आहे, ते K IC बरोबर K I कॉस क्यूब थिटा m भागिले 2 वजा 3 K II कॉस स्क्वेअर थिटा m भागिले 2 गुणिले साईन थिटा m भागिले 2 जे प्रायोगिक परिस्थितीचे वाजवी प्रदर्शन करते. लोकांना असे आढळले आहे की ते प्रयोगांशी जुळते. आणि तेच तुम्ही इथे पाहता. तुमच्याकडे K I आणि K II चा डेटा आहे जो x व y अक्षावर प्लॉट केला आहे. आणि हे तुम्ही दोन वेगवेगळ्या मटेरिअल (material) करीता केले आहे. जे वर्तुळ आणि त्रिकोण आहेत ते प्रयोगातून मिळाले आहेत. आणि जी रेषा आहे ती आपल्याकडे असलेल्या K IC बरोबर K I कॉस क्यूब थिटा m भागिले 2वजा 3 K II कॉस स्क्वेअर थिटा m भागिले 2 साईन थिटा m भागिले 2 या स्थितीमुळे आहे. तर, तुम्हाला काय करावे लागेल, दिलेल्या समस्येमध्ये दिलेल्या लोडिंगसाठी K I आणि K II चे मूल्य शोधा. क्रॅकचा प्रसार कोणत्या दिशेने होऊ शकतो हे देखील ठरवा? तर, तो थिटा m वापरा आणि हे प्रमाण K IC च्या बरोबरीचे आहे की नाही ते शोधा. जर ते K IC च्या बरोबरीचे असेल तर त्या विशिष्ट दिशेने फ्रॅक्चर होईल. मटेरिअल (material) च्या वर्गासाठी हे समाधानी असल्याचे आढळले आहे. कारण वॉन-मेसेस आणि ट्रेस्का प्रमाणे, ते सर्व मटेरिअल (material) साठी लागू नाहीत. काही साहित्य ट्रेस्का पेक्षा वॉन-मेसेस निकषांचे पालन करतात. तर, फ्रॅक्चरमध्ये देखील तुमच्याकडे अनेक सिद्धांत असतील, लोक यावर अजूनही काम करत आहेत. विश्वासार्ह व्यापक सिद्धांत अद्याप विकसित झालेला नाही. तुम्हाला तुमच्या स्वतःच्या व्यव्हारोपयोगा साठी सिद्धांत शोधावा लागेल. आणि तुमच्याकडे K IIC चे मर्यादित मूल्य काय आहे जे K IC च्या दृष्टीने व्यक्त केले जाऊ शकते. आम्ही थोड्या वेळाने अशा एक्सप्रेशन (expression) पाहू. स्ट्रेन एनर्जी डेन्सिटी क्रायटेरिया आता, आम्ही पुढील सिद्धांताकडे जाऊ जे स्ट्रेन एनर्जी डेन्सिटी (strain energy density) चा निकष आहे. आणि तुम्ही इथे काय म्हणत आहात, क्रॅक वाढ हि किमान स्ट्रेन एनर्जी डेन्सिटी (strain energy density) च्या दिशेने होईल. तर, आपल्याकडे S आहे जे थिटा भागिले r बरोबर 1 भागिले r a11 K I स्क्वेअर्ड अधिक 2 a12 K I K II अधिक a22 K II स्क्वेअर्ड चे फंक्शन (function) आहे. आणि हे कोएफिशिएंट (Coefficient) परिभाषित केले आहेत. हे कोएफिशिएंट (Coefficient) कप्पाच्या मूल्यासह परिभाषित केले जातात. कप्पा योग्यरित्या निवडून, आपण प्लेन स्ट्रेस (plane stress) तसेच प्लेन स्ट्रेन (plane strain) साठी एक्सप्रेशन (expression) मिळवू शकता. बघा, तुम्हाला काय नोंद करून ठेवायचे आहे ते म्हणजे, मॅक्झिमम टॅनजन्शीअल स्ट्रेस (maximum tangential stress) निकषाच्या बाबतीत, तुम्ही प्लेन स्ट्रेस (plane stress) किंवा प्लेन स्ट्रेन (plane strain) च्या बाबतीत कधीही चर्चा केलेली नाही. परंतु, जेंव्हा तुम्ही स्ट्रेन एनर्जी डेन्सिटी (strain energy density) निकष करता येता तेंव्हा तुमच्याकडे वेगळे एक्सप्रेशन (expression) उपलब्ध असते. आणि a11 हा 1 भागिले 16 G गुणिले pi, असा दिला जातो, जिथे G हा शियर मॉड्यूलस (Shear modulus) गुणिले 1अधिक कॉस थिटा कप्पा वजा कॉस थिटा, a12 बरोबर 1 भागिले 16 G pi sin थिटा 2 कॉस थिटा वजा कप्पा अधिक 1, a22 is 1 भागिले 16 G pi कप्पा अधिक 1 गुणिले 1 वजा कॉस थिटा अधिक 1 अधिक कॉस थिटा गुणिले 3 cos थिटा वजा 1 असा आहे. जेव्हा मी कप्पा बरोबर 3 वजा 4 nyu घेतो, तेंव्हा एक्सप्रेशन (expression) हे प्लेन स्ट्रेन (plane strain) करता असतात. जेंव्हा कप्पा हा 3 वजा nyu भागिले 1 अधिक nyu असा असतो तेंव्हा एक्सप्रेशन (expression) हे प्लेन स्ट्रेस (plane stress) असतात. तर, येथे पुन्हा तुम्हाला कळेल की क्रॅक कोणत्या दिशेने सुरू होईल आणि K I आणि K II फ्रॅक्चरच्या कोणत्या संयोजनाची सुरुवात होऊ शकते याची गणना कशी करावी. आम्ही पुन्हा साध्या मोड I परिस्थितीकडे परत जाऊ. तर, आम्ही पुन्हा फक्त K IC वापरू. क्रॅक वाढीच्या सुरुवातीचे मूल्यांकन करण्यासाठी आम्ही K IC आणि K IIC वापरणार नाही. तर, हे आपल्या पारंपारिक प्रक्रियेसारखेच आहे. तर, आम्ही आधीच नमूद केले आहे की क्रॅक विस्तार ज्या दिशेने S हा किमान आहे त्या दिशेने होतो. आणि थिटा m हे dS भागिले d थिटा बरोबर 0 आणि तुमचा d स्क्वेअर्ड S भागिले d थिटा स्क्वेअर्ड हा 0 पेक्षा मोठा असावा याचे अनुसरण करते. म्हणून, जर तुमच्याकडे अनेक रूट्स (roots) असतील तर दुसरी अट तपासा आणि फक्त एकच रूट (root) ओळखा. म्हणून, क्रॅक चा विस्तार थिटा m च्या बाजूने होतो जेव्हा S मटेरिअल (material) वर अवलंबून क्रिटिकल (critical) मूल्य S c, S प्राप्त करते. आणि इथे पुन्हा मोड I बचावासाठी येतो. मोड I मध्ये, क्रॅक ची वाढ हि स्वतः सारखी आहे. बघा, लोकांना काय सापडले आहे, जर तुमच्याकडे मिश्रित मोड लोडिंगमध्येही क्रॅक असेल, तर स्ट्रेस (stress) ज्या रीतीने प्रसारित होते त्याच रीतीने क्रॅक प्रसारित होण्यास प्रवृत्त होईल, ती मोड I प्रकारची क्रॅक होईल. मोड II आणि मोड III ची भूमिका क्रॅक मार्गाला अशा प्रकारे वळवणे आहे की क्रॅक मूलत: मोड I लोडिंग करताना अनुभवेल. अशा प्रकारे क्रॅक स्वतःला संरेखित करतो. आणि एक कारण म्हणजे, आपण मोड I कडे अधिक लक्ष देत आहोत, कारण हा फेल्युअर (failure) चा सर्वात लक्षणीय प्रकार आहे. तर, तुम्हाला येथे जे आढळते ते म्हणजे मोड I मध्ये, क्रॅक विस्तार स्वतः सारखा आहे आणि अशा प्रकारे थीटा m बरोबर 0 आहे. आणि स्ट्रेन एनर्जी डेन्सिटी (strain energy density) क्रिटिकल (critical) चे संबंधित मूल्य काय आहे ते शोधा. आणि ते योग्य एक्सप्रेशन (expression) मध्ये प्रतिस्थापन करून दिले आहे, हे तुम्हाला S c बरोबर a11 K IC स्क्वेअर्ड म्हणून मिळते. आणि जर तुम्ही ते सुलभ केले की त्यात फक्त K I ची भूमिका आहे, तर K II ची कोणतीही भूमिका नाही, तर S c हा 2 वेळा कप्पा वजा 1 भागिले 16 G pi गुणिले K IC स्क्वेअर होईल. आणि तुम्हाला इथे जे आढळते ते म्हणजे, स्ट्रेन एनर्जी डेन्सिटी (strain energy density) चे हे महत्त्वपूर्ण मूल्य जेनेरिक लोडिंगमध्ये क्रॅक वाढीच्या प्रारंभाच्या तपासणीसाठी वापरले जाते. आणि जर तुम्ही बघितले तर एक्सप्रेशन (expression) असे असेल. तर, स्ट्रेन एनर्जी डेन्सिटी (strain energy density) च्या निकषाच्या बाबतीत, तुम्हाला K I तसेच K II ची मूल्ये दिलेल्या लोडिंगसाठी शोधा. मग 16 G pi भागिले 2 गुणिले कप्पा वजा 1 a11 K I स्क्वेअर अधिक 2 a12 K I K II अधिक a22 KII स्क्वेअर हे मूल्य शोधा, अशाप्रकारे तुम्ही एक्सप्रेशन (expression) मध्ये थिटा बरोबर थिटा m ला होल पॉवर अर्धा जर ते K IC एवढे असेल तर क्रॅक थिटा m या कोनात सुरू होईल. हे स्ट्रेन एनर्जी डेन्सिटी (strain energy density) च्या निकषानुसार दिले जाते. आणि प्रिंसिपल स्ट्रेस (principal stress) निकष किंवा मॅक्झिमम टॅनजन्शीअल स्ट्रेस (maximum tangential stress) निकष, तुमच्याकडे K I कॉस क्यूब थिटा m भागिले 2 वजा 3 K II कॉस स्क्वेअर थिटा m भागिले 2 sin थिटा m भागिले 2 असेल. जर ते K IC च्या बरोबरीचे असेल तर क्रॅक सुरु होईल. तर, तुमच्याकडे किमान दोन सिद्धांत आहेत, जे मी दाखवले आहेत. आणि आपण असा अंदाज लावला पाहिजे की जेव्हा आपण वास्तविक जीवनातील परिस्थितीकडे जाता तेव्हा ते समान परिणाम देणार नाहीत. कंपॅरिसन ऑफ क्रॅक ग्रोथ अँड क्रिटिकल व्हॅल्यू ऑफ KII बाय MTS अँड SED तर, आपण शुद्ध मोड II प्रकरणासाठी पाहू, हे सिद्धांत कोणत्या प्रकारे मूल्य देतात? शुद्ध मोड II च्या बाबतीत, क्रॅक वाढ हि एका कोनात आहे. आणि आम्ही आधीच पाहिले आहे की क्रॅक अशा प्रकारे वाढणे अपेक्षित आहे. आणि जर आपण अलीकडे पाहिलेल्या दोन सिद्धांतांच्या परिणामांकडे लक्ष दिले तर, मॅक्झिमम टॅनजन्शीअल स्ट्रेस (maximum tangential stress) निकष हा कोन उणे 70.6 अंश असल्याचे भाकीत करतो. आणि K II चे निर्णायक मूल्य 0.866 पट K IC चे संबंधित मूल्य आहे. दुसरीकडे, जर तुम्ही स्ट्रेन एनर्जी डेन्सिटी (strain energy density) च्या निकषावर गेलात आणि जर तुम्ही पॉईसन गुणोत्तर एक त्रितीअंश च्या बरोबरीने विचारात घेत असाल आणि जर तुम्ही प्लेन स्ट्रेन (plane strain) परिस्थिती घेतली तर क्रॅक विस्तार कोन उणे 83.62 अंश आहे. अर्थात, ते एका दृष्टिकोनातून जुळत नाहीत. आणखी एक दृष्टिकोन तुम्ही म्हणू शकता की दोन्ही नकारात्मक दिशेने क्रॅक वाढीचा कोन देतात, ते बंद नाहीत. तुम्हाला माहिती आहे, हा मार्ग आहे की तुम्हाला त्याकडे पहावे लागेल. आणि क्रॅक दीक्षा कोणत्या मूल्यावर येते? एका बाबतीत ते 0.866 पट K IC आहे, SED मध्ये ते 0.905 K IC आहे. येथे, किमान भिन्न तेवढे नाही. तर, हे तुम्हाला स्वीकारावे लागेल. समस्या इतकी गुंतागुंतीची आहे. आणि आपल्याकडे वैध सिद्धांत नाही जो उपयुक्त आहे जेव्हा मोड I प्रबळ असेल परंतु जेव्हा मोड II प्रबळ असेल तेव्हा ते खरोखर चांगले नाहीत. तेच चित्र चित्रित करते. वू चे प्रायोगिक कार्य तर, लोकांनी काय विचार केला आहे? लोक प्रायोगिक दृष्टिकोनांवर आधारित सिद्धांत विकसित करण्यासाठी गेले आहेत. आम्ही ते देखील पाहू. 1967 मध्ये वूचे एक प्रायोगिक कार्य होते हे तुम्हाला माहिती आहे.त्याने बाल्सा लाकूड आणि फायबर-ग्लास- रिइन्फोर्सड (reinforced) प्लास्टिक प्लेट्स सारख्या ऑर्थोट्रोपिक मटेरिअल (material) वर अनेक चाचण्या केल्या. यामध्ये, बाल्सा लाकडामध्ये धान्याच्या दिशेने आणि फायबर-ग्लास-रिइन्फोर्सड (reinforced) प्लास्टिक प्लेट्समध्ये फायबरच्या दिशेने असलेल्या क्रॅकचा विचार केला गेला. नमुन्यांची चाचणी हि प्युअर टेन्शन (pure tension) जो कि क्रॅक, कम्बाईन्ड टेन्शन (combined tension) आणि शियर आणि प्युअर शियर यांना लंबवत आहे त्या खाली घेण्यात आली. तर, हे मोड I, मिश्रित मोड तसेच शुद्ध मोड II साठी केले आहे. या सर्व प्रकरणांमध्ये, क्रॅक ह्या मूळ क्रॅकसह मूलत: एका सरळ रेशेत विस्तारलेले आढळले. तर, तुम्ही याला कोप्लानर क्रॅक एक्स्टेंशन किंवा स्व-समान क्रॅक ग्रोथ असे म्हणता. हे वूने पाहिले आहे. परंतु त्याने ऑर्थोट्रॉपिक (orthotropic) मटेरिअल (material) हाताळले , ते आइसोट्रॉपिक (isotropic) मटेरिअल (material) नाही. त्याला आढळले की K I भागिले K IC पॉवर a अधिक K II भागिले K IIC पॉवर b बरोबर 1 या प्रकारचे अनुभवजन्य संबंध हे वर्तणुकीचे वाजवी मॉडेल तयार करते. आणि याकरीता त्याने a बरोबर 1 आणि b बरोबर 2 घेतले आणि हे पुरेसे असल्याचे आढळून आले. बघा, तुम्हाला इथे लक्षात घ्यावे लागेल. अंतिम एक्सप्रेशन (expression) हे एम्पीरिकल (empirical) पद्धतीने प्राप्त होते. हा एम्पीरिकल (empirical) संबंध निकालाकडे येताना मोड I मध्ये तसेच मोड II मध्ये फ्रॅक्चर टफनेस (fracture toughness) वापरतो. पूर्वीच्या प्रकरणांमध्ये, आम्ही फक्त K IC वापरला होता. इथे K IC आणि K IIC हे वापरले आहे. आणि फॉर्म हा अश्या प्रकारे दिलेला आहे, K I भागिले K IC पॉवर a अधिक K II भागिले K IIC पॉवर b बरोबर 1. हे प्रायोगिक दृष्टिकोनातून आले आहे. आणि त्याने प्रकाशित केलेला हा पेपर आहे. हे 1967 मध्ये होते. 'अप्लिकेशन ऑफ फ्रॅक्चर मेकॅनिक्स टू ऍनिसोट्रॉपिक प्लेट्स’, ASME जर्नल, पृष्ठ 967 ते 974 मध्ये आहे. आणि जर तुम्ही बघितले तर लोकांनी याचा फायदा घेतला आहे आणि तुमच्याकडे आलेख देखील आहेत जे K I आणि K II चे कार्य म्हणून भिन्नतेचे प्रकार दर्शवतात. आणि तुमच्याकडे जे आहे ते म्हणजे, माझ्याकडे एक आलेख आहे जो मूलतः एक वर्तुळ आहे. मला हे समजले आहे कारण K I स्क्वेअर प्लस K II स्क्वेअर्ड K IC स्क्वेअर्ड च्या बरोबरीने आहे. हे मूलत: तुमच्या एनर्जी बॅलन्स (energy balance) निकषांवरून येते. हे केवळ कोप्लॅनर (coplanar) क्रॅक विस्तारासाठी वैध आहे. येथे, जेव्हा तुम्ही K I भागिले K IC होल स्क्वेअर्ड अधिक K II भागिले K IIC होल स्क्वेअर्ड बरोबर 1 हा आलेख घेता, तेव्हा तुम्ही a बरोबर 2 आणि b बरोबर 2 घेतले आहे. हे लंबवर्तुळाचे समीकरण आहे जे K IC तसेच K IIC वापरते. आणि साहित्य काय म्हणते, असे एक्सप्रेशन (expression) नॉन-कोप्लॅनर (non-Coplanar) विस्तारासाठी देखील उपयुक्त आहे. कारण हे एक प्रायोगिक सूत्रीकरण आहे, जर तुम्ही एनर्जी बॅलन्स (energy balance) निकषातून आलात, तर तुमच्याकडे फक्त K I स्क्वेअर्ड अधिक K II स्क्वेअर्ड बरोबर K IC स्क्वेअर्ड. जर तुम्ही K IC स्क्वेअर आणि K IIC स्क्वेअरने योग्यरित्या विभाजित केले तर सूत्रीकरण प्रायोगिक स्वरूपाचे आहे. आणि लोकांनी ते मोड I, मोड II आणि मोड III च्या संयोजनासाठी देखील केले आहे. तेथे प्लेन स्ट्रेन (plane strain) परिस्थितीसाठी एक्सप्रेशन (expression) दिसतात K I by K IC संपूर्ण चौरस अधिक K II द्वारे K IIC होल स्क्वेअर्ड अधिक 1 भागिले 1 वजा nyu गुणिले K III भागिले K IIIC होल स्क्वेअर बरोबर 1. बघा, क्रॅक विस्ताराचे दिशा इथेच थांबत नाही. लोकांनी क्रॅक टीप जवळ किंकिन्ग (kinking) हे देखील एक निरीक्षण म्हणून पाहिले आहे. मग लोकांनी क्रॅक वक्र होताना देखील पाहिले आहे. या सर्व गोष्टींसाठी, आपल्याला चांगल्या मॉडेल साठी जाणे आवश्यक आहे. लोक आता उच्च ऑर्डरच्या अटींचा प्रभाव पाहत आहेत. केवळ त्यासह या दिशानिर्देशांचा समाधानकारक अंदाज बांधला जाऊ शकतो. तर, हे क्षेत्र संशोधनासाठी खुले आहे. म्हणून, तुम्ही अधिक जाणून घेण्यासाठी वर्तमान साहित्याचा सल्ला घेत आहात याचे मला कौतुक वाटेल. क्रॅक अरेस्ट प्रिंसिपल आता, आम्ही क्रॅक अरेस्ट (crack arrest) आणि दुरुस्तीच्या पद्धतींच्या अत्यंत महत्त्वाच्या अध्यायात जाऊ. क्रॅक अरेस्ट (crack arrest) ची काय गरज आहे? अर्थात, क्रॅकला अटक करून, आपण कंपोनंट (component) चे आयुष्य वाढवू शकाल. तर, फ्रॅक्चर मेकॅनिक्सचे एक ध्येय म्हणजे मूळ दोषांच्या उपस्थितीत कंपोनंट (component) चे आयुष्य वाढवणे. कारण जर तुम्ही बघितले तर पन्नास ते साठ वर्षांपूर्वी बांधलेले अनेक पूल, आता त्या सर्वांत क्रॅक विकसित झाल्या आहेत. आणि जर तुम्ही ते नुकसान वाचवले नाही तर तुम्हाला ते पुन्हा बांधावे लागतील. म्हणून, लोक दुरुस्ती तंत्रज्ञान विकसित करत आहेत जेणेकरून ते आयुष्य वाढवु शकतील जेणेकरून होणाऱ्या खर्चात आणि वेळात प्रचंड बचत होईल. म्हणून, हे एक अतिशय महत्वाचे क्षेत्र आहे. आणि फ्रॅक्चर मेकॅनिक्स ची समज हे करण्यात मदत करते. आणि एखादा क्रॅक सापडला की आम्ही नेहमी बघत असतो, त्याच्या वाढीवर लक्ष ठेवणे आवश्यक आहे. आपल्याकडे असेही सिद्धांत आहेत जे सांगतात की क्रॅक कसा वाढेल. तर, आपल्याला हे देखील कळेल की पुढे कोणत्या अंतरालाने कसे तपासायचे ते. म्हणून, एकदा तुम्हाला माहित आहे की क्रॅक कसा वाढत आहे, तुम्ही पुढे जाणारी क्रॅक थांबविण्यासाठी पावले उचलली. हा एक दृष्टिकोन आहे. क्रॅक पुन्हा सुरू होण्याच्या वेळेला विलंब करणे हा दुसरा दृष्टिकोन आहे. तर, तुम्ही क्रॅक कशी थांबवाल? क्रॅक स्टिफनर्स (stiffeners) आणि पॅचेस (patches) त्यात आणा. हे अगदी स्पष्ट आहे. तुम्हाला माहिती आहे, जर तुमच्याकडे कार असेल आणि तुमच्याकडे प्लास्टिकचे कव्हर असेल, तर त्यात नेहमीच क्रॅक विकसित होईल. म्हणून, ती कशी थांबवायची हे तुम्हाला माहित असले पाहिजे. प्रश्न असा आहे की तुम्ही टेप कशी ठेवाल क्रॅकच्या दिशेने किंवा त्यास लंब ठेवू शकाल. आम्ही एक उत्तर पाहू. क्रॅक बरी करण्यासाठी इतर उपाय असू शकतात. तुम्हाला माहित आहे की हे आता पकडत आहे. हा प्रभाव जैविक प्रणालींचा आहे. लोकांनी स्वत: हीलिंग कंपोजिट्स (healing composites) देखील विकसित केले आहेत. आणि तुम्हाला माहीत आहे, काही अनुप्रयोगांमध्ये जेथे ते लोड बेअरिंग मेंबर (load bearing member) नसतात, क्रॅक झालेल्या घटकाचा पुन्हा वापर करण्यासाठी आवश्यक दुरुस्ती तंत्रज्ञान लागू केले जाऊ शकते. ते देखील आवश्यक आहे. तुम्हाला माहिती आहे, जसे तुम्ही तुमचे कापड शिवता, तुमच्याकडे धातूची शिलाईही असते. किंमतीसाठी हे करण्यासाठी कंपन्या तयार आहेत. तर, आपण त्याबद्दल थोडक्यात पाहू. आणि क्रॅक अरेस्ट पद्धतींमध्ये भौतिकशास्त्र काय आहे? तर, आम्ही एनर्जी रिलीज रेट (energy release rate) आणि प्रतिकार या आपल्या समजुतीकडे परत जाऊ. आम्ही एक आदर्श ब्रिटल (brittle) घन घेतो. आणि तुमच्याकडे इथे दिलेल्या लोडिंगसाठी काय येत आहे, G वाढते. तर, क्रॅक पुढे वाढते. आणि काही यंत्रणेद्वारे, तुम्ही G खाली आणण्यास सक्षम आहात. तर, तुम्हाला जे सापडेल ते म्हणजे, G च्या काही मूल्यावर, क्रॅक पकडणे सुरू होईल. आणि हे इतर काही उच्च मूल्यावर पूर्णपणे बंद करेल. तर, क्रॅक रोखण्याचा शक्यतेवर चर्चा करण्यासाठी G आणि R संकल्पना खूप उपयुक्त आहे. उर्जेची उपलब्धता प्रतिकारशक्तीपेक्षा खूप कमी आहे. म्हणून, क्रॅकला थांबवावी लागेल. तर, तुमच्याकडे c म्हणून क्रिटिकल क्रॅक (critical crack) आहे. आणि अटक करण्याच्या प्रारंभी, क्रॅकची लांबी सुपरस्क्रिप्ट b आहे. जेव्हा ती सुपरस्क्रिप्ट e बनते, क्रॅक पूर्णपणे रोखली जाते. तर, तुमच्याकडे एक यंत्रणा असावी ज्याद्वारे G खाली आणता येईल. ते पॅच टाकून प्रभावीपणे केले जाते. तुम्ही एक पॅच लावा, G खाली आणता येईल. आता प्रश्न असा आहे की आकार काय असावा? स्थान काय असावे? साहित्य काय असावे? त्याच्याशी संबंधित बरेच मापदंड आहेत. हे मुळात क्रॅक रोखण्यातील तत्त्व स्पष्ट करते. मी G चे मूल्य खाली आणले पाहिजे. ते भौतिकशास्त्र आहे. आणि आपण काय करू शकतो ते पाहू. जर तुम्ही खरोखरच डबल कॅन्टिलीव्हर बीम नमुन्याच्या तुमच्या ज्ञानाकडे परत गेलात; पॅरामीटर्स, नमुन्याचे भौमितीय मापदंड क्रॅक वाढीचे फंक्शन (function) म्हणून कॉन्स्टन्ट (constant) G किंवा कमी होणारे G योग्यरित्या निवडले जाऊ शकते. त्या आधारावर, आपण एक प्रयोग करू शकता आणि समाधान देऊ शकता की क्रॅक रोखणे शक्य आहे. दुसरा दृष्टिकोन पॅच लावणे हा आहे. पॅच्ड क्रॅक्स तर, तुमच्याकडे बाह्य पॅच आहे जो ठेवला आहे. आणि तुम्हाला इथे जे सापडते ते आहे, जर पॅच AB च्या थोड्या पुढे असेल तर पॅच अधिक प्रभावी आहे. याचा अर्थ, पॅच येथे ठेवू नका. पॅच इथे कुठेतरी ठेवा. मूलत:, आपण त्या ठिकाणी स्टिफनेस (stiffness) वाढवत आहात जेणेकरून एनर्जी रिलीज रेट (energy release rate) खाली येईल. आणि हा तोच आलेख आहे जो तुम्ही आधी पाहिला होता. तर, पॅचमुळे, तुम्हाला माहिती आहे, जेव्हा क्रॅक येथे आला आहे, तेव्हा तुमच्याकडे थांबणारी क्रॅक असेल. मग जसजसा भार वाढतो तसतशी ती क्रॅक पुन्हा सुरु होऊ शकते आणि आणखी वाढू शकते. आणि तुम्हाला हे सर्व माहित आहे, आम्ही यापूर्वी फोटोइलास्टिक फ्रिन्ज (photoelastic fringe) पॅटर्न (pattern) मधून क्रॅकची तीव्रता पाहिली आहे. आम्ही फोटोइलास्टिक फ्रिन्ज (photoelastic fringe) पॅटर्न (pattern) च्या पॅचची प्रभावीता देखील तपासू. आणि एकदा मी पॅच म्हटल्यावर, मी ते दोन्ही बाजूंनी किंवा एका बाजूला ठेवू शकतो. या सर्व भिन्न शक्यता आहेत. तर, फोटोइलास्टिक फ्रिन्ज (photoelastic fringe) कसे दिसेल ते आपण पाहू. तर, तुमच्याकडे येथे जे आहे ते म्हणजे , तुम्हाला हि रेखाकृती काढण्याची आवश्यकता नाही. हे सूचित करते की माझ्याकडे क्रॅक आहे, पॅच कसा लावला जातो? पॅच क्रॅकवर लंब ठेवला आहे. हे कॉन्फिगरेशन (configuration) आहे जे क्रॅक रोखण्यात मदत करेल. फ्रिंज पॅटर्न (fringe pattern) कसे दिसतात ते आपण पाहू. आणि इतर सर्व मापदंड, तुम्हाला माहिती आहे, तुम्ही दोन्ही बाजूंनी पॅच लावू शकता का? उदाहरणार्थ, जर तुम्ही विमानाच्या घटकांवर काम करत असाल तर फक्त एक बाजू तुम्हाला दिसत असेल, तर दुसऱ्या बाजूला तुम्ही पोहचू शकत नाही. म्हणून, मी पॅच फक्त एका दिशेने ठेवू शकतो. तर, तुम्हाला दिलेल्या अनुप्रयोगासाठी एका दिशेला पॅच लावणे पुरेसे आहे का याची आम्हाला चौकशी करावी लागेल. शक्य असल्यास तुम्ही दोन्ही बाजूंनी पॅच लावा. त्यासाठी तुमच्याकडे तिथे पोहोचायची सोय असायला हवी. आणि खरं तर, विमान निर्मात्यांनी खरोखरच त्याच्या अनेक पैलूंवर लक्ष दिले आहे. पॅच बेस मटेरियल सारख्याच मटेरिअल (material) चा असावा की तो कंपोजिट (composite) चा बनलेला असावा? कारण जेव्हा तुमच्याकडे अल्युमिनियम फ्रेम असते तेव्हा ते काचेच्या फायबर ने किंवा केवलर फायबर ने किंवा कार्बन फायबर ने बनलेला पॅच लावण्याचा प्रयत्न करतात. आणि त्याची परिणामकारकता कशी आहे ते पहा. लांबी किती असावी? रुंदी किती असावी? हे सर्व मापदंड आहेत. फोटोइलास्टिक डेमॉन्स्ट्रेशन ऑफ युजफूलनेस ऑफ अ पॅच तर, आपण जे पाहू ते म्हणजे, आपण फक्त फ्रिंज पॅटर्न (fringe pattern) वर एक नजर टाकू. हे आपल्याला प्रचंड प्रमाणात माहिती देते. तर, मी इथे कुठेतरी फ्रिंज पॅटर्न (fringe pattern) घेईन. मी समान भार टाकतो. मी येथे एक समान भार टाकेल. तर, आपण फ्रिंज (fringe) च्या आकारावरून पाहू शकता, हा न जुळणारा नमुना आहे. याची तुम्ही रेखाकृती काढू शकता. मला तुम्ही रेखाकृती काढावी अशी इच्छा आहे. आणि हा एका दिशेने पॅच केलेले नमुना आहे. हे दोन्ही दिशांवर पॅच केलेले नमुना आहे. आपण फ्रिंज (fringe) खाली येताना पाहू शकता. स्पष्टपणे, हे सूचित करते की जेव्हा आपल्याकडे दोन पॅच असतात तेव्हा स्ट्रेस इन्टेन्सिटी (stress intensity) कमी असते. हे तुमच्या व्यव्हारज्ञाना नुसार जाते. जेव्हा आपण म्हणता की ते पूर्णपणे पॅच केलेले आहे, तेव्हा ते चांगले संरक्षित केले पाहिजे. तर, तेच तुम्ही इथे पाहता. आणि हे आपल्याला अनपेक्षितपणे देते, हा अत्यंत काळजीपूर्वक केलेला प्रयोग आहे. हे माझे विद्यार्थी, मधू यांनी केले आहे, जे अत्यंत काळजीपूर्वक प्रयोग करणारे होते. आणि तुमच्याकडे येथे एक पॅच आहे. तुमच्याकडे दुसरा पॅच आहे. आणि मी भार वाढवू शकतो आणि ते कसे आहे ते दर्शवू शकतो. तर, आम्ही 0.79 MPa पर्यंत गेलो आहोत. आणि हे देखील आपण पाहू शकता. तर, 0.79 MPa वर, फ्रिंज पॅटर्न (fringe pattern) विशिष्ट आकाराचा असतो तर जेव्हा तुमच्याकडे डबल पॅच असतो तेव्हा ते खूप लहान असते. आणि तुम्हाला माहिती आहे की हे फोटोइलास्टिक (photoelastic) विश्लेषणाद्वारे मोजले गेले. आपण एक प्रकरण पाहू शकता. आपण फील्डमधून डेटा गोळा करता. हे पुनर्रचित फ्रिंज पॅटर्न (fringe pattern) आहे. आणि K I चे मूल्य 0.67 MPa रूट मीटर आहे. आणि K II क्रॅकच्या लहान विचलनामुळे तसेच लोडिंगमुळे, तुमच्याकडे K II चे फारच लहान मूल्य आहे. हे 0.03 MPa रूट मीटर आहे. म्हणून, फोटोइलास्टिक (photoelastic) फ्रिंज पॅटर्न (fringe pattern) वर प्रक्रिया करून फील्डमधून K I आणि K II चे मूल्य काढणे हे शक्य आहे. आणि मला जे दाखवायचे आहे ते म्हणजे आलेखाच्या रूपात तुलना. हे अधिक महत्वाचे आहे. तुम्ही याची रेखाकृती बनवा. तुमच्याकडे एका अक्षावर कॉन्फिगरेशन्स (configurations) सूचीबद्ध आहेत, स्ट्रेस इन्टेन्सिटी (stress intensity) घटक y अक्षावर सूचीबद्ध आहे. म्हणून, जेव्हा तुमच्याकडे न जुळणारी क्रॅक असते, ती सुमारे 0.79 MPa रूट मीटर असते . एका बाजूचा पॅच, तो जवळपास 0.36 किंवा इतका खाली आला आहे. जेव्हा ते दोन्ही बाजूंनी पॅच केले जाते, तेव्हा ते 0.15 किंवा इतके असते. तर, हे दाखवते की पॅचिंगद्वारे क्रॅक अरेस्ट प्रभावी आहे. पॅचिंग स्ट्रेस इन्टेन्सिटी (stress intensity) च्या घटकाचे मूल्य कमी करते. तर, ही एक उपयुक्त पद्धत आहे. दुसरा दृष्टिकोन लोक काय करतात हा आहे, लोक अटक करण्या करीता छिद्राचा वापर करतात. होल एज ए क्रॅक अरेस्टर तर, तुम्ही इथे जे पाहता ते म्हणजे, माझ्याकडे एक छिद्र असलेली प्लेट आहे ज्यामधून क्रॅक बाहेर पडली आहे. एका बाजूला, आपल्याकडे क्रॅक आहे. दुसऱ्या बाजूला, क्रॅक एका छिद्राने थांबली आहे. एक लहान छिद्र ठेवले आहे. आणि तुम्ही छिद्रासाठी का जाता? जेव्हा तुम्ही एक छिद्र घालता, स्ट्रेस (stress) ची तीव्रता एकदम 3 च्या आसपास येते. कारण हि एक फायनाईट बॉडी (finite body) आहे, ते 3 पेक्षा जास्त असेल ते सैद्धांतिकदृष्ट्या अनंत नाही. कारण क्रॅक-टिपवर, तुमच्याकडे स्ट्रेसेस (stresses) चे अनंत मूल्य आहे. ज्या क्षणी तुम्ही छिद्र पाडता आणि हे कारण तुम्हाला कळते जेव्हा तुमच्याकडे रिव्हेटेड जॉइंट्स (riveted joints) असतात, तेव्हा रिव्हेटेड छिद्र हे छिद्रा सारखे काम करते. तर, ते क्रॅक अरेस्टरसारखे कार्य करते. पुन्हा आरंभ होण्यास विलंब झाला आहे. स्ट्रेस इन्टेन्सिटी (stress intensity) च्या घटकामध्ये कदाचित जास्त बदल होणार नाही. पण ती क्रॅक आणखी वाढण्यासाठी क्रॅक ला पुन्हा सुरू व्हावे लागेल आणि नंतर पुढे जावे लागेल. तर, तुम्ही पुन्हा सुरु होण्यास विलंब करता. क्रॅक अरेस्टर (crack arrester) म्हणून छिद्राचा फायदा आहे. हे पुन्हा फोटोइलास्टिक (photoelastic) विश्लेषणाद्वारे केले जाते. आपल्याकडे गडद क्षेत्रात तसेच चमकदार क्षेत्रात फ्रिंज पॅटर्न (fringe pattern) आहेत. आपल्याला फ्रिंज पॅटर्न (fringe pattern) मध्ये जास्त फरक दिसणार नाही कारण SIF चे मूल्य लक्षणीय बदललेले नाही. आणि तुम्ही हे घेतले आहे. जवळून दृश्ये दर्शविली जातात. आणि प्रक्रिया केलेल्या डेटामधील हे पुनर्रचित फ्रिंज पॅटर्न (fringe pattern) आहेत. एक प्रत्यक्ष क्रॅकसाठी आहे, दुसरे म्हणजे छिद्राने क्रॅक टीप बोथट झाली आहे. तुम्हाला SIF मूल्यामध्ये मोठा फरक आढळत नाही. पण छिद्राचा काय फायदा आहे, तो पुन्हा सुरु होण्यासाठी लागणाऱ्या कालावधी मध्ये विलंब करतो. तुमच्याकडे K I हे 0.330 MPa रूट मीटर आहे. जेव्हा ते छिद्राने बोथट होते, तेव्हा ते 0.265 MPa रूट मीटर असते. पहा, हे सर्व epoxy वर केले जाते. म्हणूनच तुम्हाला स्ट्रेस इन्टेन्सिटी (stress intensity) च्या घटकाची अशी लहान मूल्ये दिसतात. हे एल्युमिनियम किंवा स्टीलवर केले जात नाही. तेथे मूल्ये पूर्णपणे भिन्न असतील. तर, होलचा परिणाम म्हणजे पुन्हा सुरु होण्यास विलंब करणे. मुळात क्रॅक वाढीचा दर असा आहे. जेव्हा आपल्याकडे छिद्र असेल तेव्हा ते विलंब करेल आणि नंतर क्रॅक ची वाढ याप्रमाणे होईल. तर, हे तुमच्या फायद्यचे आहे. यामुळे पुन्हा सुरु होण्यास विलंब होतो. आणि हे नैसर्गिकरित्या घडते जेव्हा तुमच्याकडे रिव्हेटेड जॉइंट्स (riveted joints) आहे. एका छिद्रापासून सुरू झालेली क्रॅक कोणतीही असली तरी ती दुसऱ्या छिद्रा पर्यंत येऊन थांबेल. मग तिला पुढे जायला थोडा वेळ लागेल. तर, हा फरक होता. जेव्हा तुमच्याकडे वेल्डे केलेले जॉइंट असतात, एकदा क्रॅकचा प्रसार सुरू झाला की क्रकला अटक करण्यासारखे काहीच नसते. तर, क्रॅक सहजपणे झिप (zip) होईल. तर, नंतरच्या जहाजांच्या डिझाइनमध्ये, लोकांनी योग्य ठिकाणी क्रॅक अरेस्टर्स (crack arresters) प्रदान केले आहेत. मग वेल्डेड (welded) जहाजे देखील खूप सुरक्षित होतात. तर, हे आपण लक्षात ठेवले पाहिजे. पुन्हा सुरू करण्याची वेळ म्हणजे, क्रॅकच्या शेवटी छिद्र टाकल्यावर तुम्हाला काय फायदा होतो. आणि पुढील संकल्पना म्हणजे स्वत:च उपचार घेणे. हे सर्व जैविक प्रणालींद्वारे उद्भवलेले आहे. सेल्फ हीलिंग - अ मेथोडोलॉजि फॉर क्रॅक अरेस्ट पहा, काय होते, जेव्हा तुम्ही पडता तेव्हा तुम्हाला जखम होते. आणि तुमची प्रणाली समजते की इथेच काहीतरी घडले आहे. तर, तुमची त्वचा फक्त त्या ठिकाणी सुधारली जाते. हे कसे घडते? वास्तविक संरचनांमध्ये याची नक्कल करता येते का? विशेषत: जेव्हा तुमच्याकडे स्पेस एक्सप्लोरेशन डिव्हाइस (space exploration device) असते जे कंपोजिट्स (composites) नी बनलेले असते, तेव्हा तुम्ही अंतराळात जाऊन दुरुस्ती करू शकत नाही. त्याला स्वतःच स्वतःची दुरुस्ती करावी लागते. म्हणून, अशा अनोखी अनुप्रयोगांमध्ये, या संकल्पनांचा उपयोग करण्याचा प्रयत्न केला जातो. स्ट्रक्चरल पॉलिमर (structural polymers) क्रॅक्सच्या स्वरूपात होणाऱ्या नुकसान च्या बाबतीत अतिसंवेदनशील असतात जे संरचनेच्या आत खोलवर तयार होतात जेथे शोधणे कठीण असते आणि दुरुस्ती करणे जवळजवळ अशक्य असते. निसर्गात, एखाद्या जीवाचे नुकसान उपचारात्मक प्रतिसाद सुरू करते. तर, त्यासारखेच. जेव्हा नुकसान होते तेव्हा प्रतिसाद म्हणून उपचार हा सुरू केला पाहिजे. लोकांनी त्या दृष्टीने पाहिले आहे. त्यांनी सजीवांकडून हेच शिकले आहे. तर, ही संकल्पना सिंथेटिक (synthetic) मटेरिअल (material) च्या डिझाइनवर लागू केली गेली आहे आणि स्वत:चे हीलिंग करणारे पॉलिमर विकसित केले गेले आहे. आणि मी ते मोठे करू शकतो आणि नंतर दाखवू शकतो. कंपोजिट्स (composites) असे दिसते. हे इलिनॉइस विद्यापीठात केले जाते. या योगदानाचे श्रेय प्राध्यापक सोटोस यांना जाते. तुमच्याकडे एक क्रॅक आहे आणि क्रॅक देखील बरी होते. ज्यासाठी त्यांना एका विशिष्ट पद्धतीने पॉलिमर बनवावे लागते. त्यांना सूक्ष्म फुगे आत बसवावे लागतात. सूक्ष्म फुगे रेसीन (resin) तसेच हार्डनर वाहून नेतील. म्हणून, जेव्हा क्रॅक जातो आणि उत्प्रेरक तसेच रेसीन (resin) ला छिद्र पाडतो, तेव्हा ते सोडले जातात. आणि मग बरे होण्याची प्रक्रिया होते. म्हणून, आपण हे फुगे समाधानकारकरित्या एकसारखे वितरित करण्यास सक्षम आहात की नाही हे बघावे लागेल. या सर्व उत्पादन करतांना येणाऱ्या समस्या आहेत. संकल्पना अशी आहे. तर, आपण ही संकल्पना पटकन पाहू. म्हणून, याला ऑटोनॉमिक हीलिंग (autonomic healing) संकल्पना म्हणून ओळखले जाते. आणि इथे काय होते, तुमच्याकडे पॉलिमर सिस्टम आहे. तुमच्याकडे विविध आकाराचे फुगे आहेत. माइक्रोकॅप्सुल्स (microcapsules) रेसीन (resin) तसेच उत्प्रेरक वाहून नेतात. तर, जे घडते ते म्हणजे, जेथे क्रॅकची वाढ होते तेथे क्रॅकची वाढ नेहमीच उत्प्रेरक तसेच रेसीन (resin) प्रणालीला टक्कर देते. म्हणून, ते बाहेर येतात आणि नंतर त्याला बंद करतात. ही त्यामागची संकल्पना आहे. याचे पेटंट केलेले आहे आणि लोक ते पुढे विकसित करत आहेत. कारण त्याला व्यावसायिक बनवण्यासाठी काम करावे लागते. हि संकल्पना कौतुकास्पद आहे. म्हणून, जेव्हा क्रॅक वाढते, तुमंचाकडे यापासून रेसीन (resin) मुक्त होते. आणि उत्प्रेरक याच्याशी संवाद साधतो. आणि तुमच्याकडे पॉलिमरायझेशन (polymerization) होते आणि नंतर बरे होते. तर, नुकसान भरपाईची क्रिया देखील वाढवते. अनेक तांत्रिक प्रश्न आहेत. जर तुम्ही खरोखर बघितले, जर इथे अंतर असेल तर हे अंतर कसे वागेल? तर, हे सर्व मुद्दे आहेत ज्या लोकांना पाहाव्या लागतील. आणि या सूक्ष्म फुग्यांना सांख्यिकीय पद्धतीने कोणत्या प्रकारे वितरित करावे लागेल? तर, ते बनवतांना ते हे कसे सुनिश्चित करू शकतात. हे सर्व अतिशय कठीण मुद्दे आहेत जे तुम्हाला ते बनवतांना सोडवावे लागतील. परंतु ही संकल्पना जैविक प्रणाली कशी प्रतिसाद देईल यासारखीच आहे. ज्या ठिकाणी नुकसान झाले आहे त्या ठिकाणी उपचार केले जातात. तर, याला डीप स्पेस एक्सप्लोरेशन सॅटेलाईट , रॉकेट मोटर्स, प्रोस्थेटिक ऑर्गन, सध्याचे आणि भविष्यकाळातले स्पेस स्टेशन्स, पूल जे कंपोजिट (composite) मटेरिअल (material) वापरून बांधल्या किंवा बनविल्या जातात अश्या ठिकाणी अनुप्रयोगांना वाव आहे. तुम्ही त्याची यादी बनवू शकता. पण कल्पना अशी आहे, अश्या जागा जिथे तुम्ही स्वतः जाऊन दुरुस्ती करू शकत नाही, पण उपचार होऊ उपचार होऊ शकतो पण वेळ लागू शकतो. पण हे खूप चांगले आहे. क्रॅक रिपेअर बाय मेटल स्टिचिंग आणि आम्ही मेटल स्टिचिंग (metal stitching) द्वारे क्रॅक दुरुस्तीच्या पुढील संकल्पनेकडेही जाऊ. आणि तुम्हाला हे लक्षात घ्यावे लागेल की, ही एक अत्यंत कुशल, विश्वासार्ह आणि कोल्डवर्क यांत्रिक दुरुस्तीची प्रक्रिया आहे ज्याद्वारे क्रॅक असलेले, तुटलेले किंवा उडलेले कास्ट-आयर्न, कास्ट स्टील आणि आल्युमिनियम हाउसिंग्ज दुरुस्त केले जाते. तुम्हाला माहिती आहे, हा एक उपयुक्त पैलू आहे. जरी ते स्वतः फ्रॅक्चर मेकॅनिक्स (fracture mechanics) च्या पूर्वावलोकनात येत नाही पण कारण आपण खरोखर हाऊसिंग (housing) कडे पहात आहात. परंतु व्यावहारिक अनुप्रयोगाच्या दृष्टिकोनातून हे खूप उपयुक्त आहे. कारण बर्याच लोकांना हे माहित नाही की मेटल स्टिचिंग (metal stitching) शक्य आहे. आपल्या सर्वांना फक्त वेल्डिंग माहित आहे. आम्हाला ब्रेसिंग वगैरे माहित आहे. मेटल स्टिचिंग (metal stitching) जे कोल्ड ऑपरेशन आहे ते देखील शक्य आहे. आणि या प्रक्रियेत काय समाविष्ट आहे ते म्हणजे , विशेषतः डिझाइन केलेले पूर्वनिर्मित लॉक्स क्रॅकमधील स्लॉट्समध्ये घालणे. या धातूंचे लॉक्स टेनसाईल (tensile) स्ट्रेन (strain) चा प्रतिकार करतात जे कास्ट-आयर्न पेक्षा 3 ते 5 पट असते. तर, तुम्ही वेगळे मटेरिअल (material), उच्च शक्तीचे मटेरिअल (material) वापरता. क्रॅक फेसेस (crack faces) विशेषतः डिझाइन केलेल्या थ्रेडेड पिनद्वारे जवळ आणले जातात. म्हणून, तुमच्याकडे लॉक तसेच थ्रेडेड पिन आहेत जे हा हेतू पूर्ण करतात. आणि इथे पुन्हा तुम्हाला आढळेल की तुमच्याकडे एक क्रॅक असेल आणि तुम्ही लॉक हे क्रॅकला लंबवत लावा. तर, हे आपण फ्रॅक्चर मेकॅनिक्समधून शिकता. जर तुम्हाला तुमच्या कारच्या कव्हरमध्ये क्रॅक आढळला असेल तर तुमचा टेप क्रॅकवर लंबवत ठेवा. हे समांतर ठेवण्यापेक्षा जास्त काळ टिकेल. तर, मेटल स्टिचचे हेच कॉन्फिगरेशन दर्शविले आहे. माझ्याकडे क्रॅक आहे. मी ते लंबवत ठेवले. आणि या लॉक्स ना अतिशय खास आकार आहे. आम्ही त्यावर एक नजर टाकू, अतिशय खास आकार. हे वरून दिसणारे दृश्य आहे. तुमच्याकडे एक क्रॅक आहे ज्यामधून जात आहे. आणि तुमच्याकडे हे विशेष लॉक आहे. हा साधा सरळ तुकडा नाही. हे मशीनिंग स्वतः कुशल आहे. तुमच्याकडे या प्रकारचे मशीनिंग असणे आवश्यक आहे. आणि एक सामान्य लॉक असे असेल. आकार येथे दिला आहे. तुमच्याकडे एक लॉक आहे जे डिझाइन केलेले आहे. आणि तुम्हाला यासारख्या घटकावर योग्य साधनांद्वारे स्लिट (slit) बनवावे लागेल. म्हणूनच तुमच्याकडे विशेष कंपन्या आहेत ज्यांचा यात समावेश आहे. तुम्ही याची रेखाकृती बनवा, या लॉकची रेखाकृती बनवा. तर, हे मशीनिंग स्वतःच आव्हानात्मक असणार आहे. आणि ते काय करतात, त्यांनी याचे थर लावले. त्यांना ते ड्रिल करावे लागेल, एकामागोमाग एक थर लावावा लागेल. आणि एकदा त्यांनी दुरुस्ती केली, पॉलिश केले आणि नंतर ती रंगवली, की तो एक चांगला घटक आहे असे तुम्हाला वाटेल. तुटलेल्या आणि चांगल्यात फरक करता येणार नाही. तर, तुमच्याकडे विशेष ड्रिल जिग्स आहेत ज्यांचा उपयोग कास्टिंगमध्ये अचूक छिद्रांचा नमुना तयार करण्यासाठी केल्या जातो. आणि चला आपण ऑपरेशनचा क्रम पाहू. आपल्याला छिद्र बनवावे लागेल कारण आपल्याला ते योग्यरित्या ड्रिल करायचे आहे. मग हे लॉक त्यात घाला. मग आपल्याला स्टड्स (studs) ठीक करावे लागतील. त्याना योग्य ठिकाणी ठेवण्यासाठी विशेष स्टड (stud) आवश्यक आहेत. मग तुम्ही रफ ग्राइंडिंग, स्मूथ ग्राइंडिंग आणि फिनिशिंग करता. तर, तुम्हाला छिद्र बनवणे, लॉकिंग स्टड बसवणे आणि साफ करणे आहे. मी एनिमेशन पुन्हा करेन. तुम्ही फक्त ऑपरेशनचा क्रम लक्षात घ्या. लॉक करण्यासाठी तुम्हाला विशेष छिद्रे करावी लागतील. त्यांना विशेष कील्ल्या म्हणतात. तर, तुम्हाला ते ठीक करावे लागेल. मग तुमच्याकडे लॉकिंग स्टड आहेत. मग त्यांना दुरुस्त करा. आणि याचे सौजन्य हे मेटल लॉक कोड, यूके ला जाते. आणि तुमच्याकडे गिअर बॉक्सचे हाऊसिंग (housing) आहे जे येथे दर्शविले आहे. ते तुटलेले आहे. आणि हे शिवले आहे. ते रंगवलेले नाही. जर ते रंगवले असेल तर तुम्हाला कोणताही फरक शोधता येणार नाही. आणि तुम्हाला काय लक्षात ठेवावे लागेल, हे उच्च दाबाने चालवल्या जाणाऱ्या उपकरणांमध्ये उच्च प्रमाणाच्या रिजीडीटी (rigidity) सह 100 टक्के गळती मुक्त दुरुस्ती सुनिश्चित करते. जे मटेरिअल (material) शिवायचे आहे त्या मटेरिअल (material) ची जाडी हि किमान 9 मिमी असावी हि आवश्यकता आहे आणि जाडीसाठी कमाल मर्यादा नाही. दुरुस्ती हि थंड प्रक्रियेत केली जात असल्याने, कोणतीही विकृती किंवा थर्मल (thermal) स्ट्रेस (stress) इनडुज्ड (induced) होत नाही. याचा हाच फायदा आहे. जर तुम्ही वेल्डिंगसाठी गेलात तर तुमच्याकडे विकृती असेल. म्हणून, अशा प्रकारचे दोष येथे दिसत नाहीत. तुम्हाला माहिती आहे की हा या अभ्यासक्रमाचा शेवटचा वर्ग आहे. आम्ही खूप पुढे आलो आहोत. आणि आम्ही लिनिअर इलॅस्टिक (linear elastic) फ्रॅक्चर मेकॅनिक्स (fracture mechanics) चा विकास तपशीलवार पाहिला. अगदी गणिताच्या आधाराचाही अतिशय सखोल अभ्यास केला गेला. अगदी डेरिव्हेशन्स (derivations) सुद्धा शेवटपर्यंत सोडवले आहेत. मग आम्ही इलास्टो-प्लास्टिक (elasto-plastic) फ्रॅक्चर मेकॅनिक्स (fracture mechanics) शी संबंधित संकल्पनांकडे गेलो. आपण जे-इंटीग्रल (J-integral) तसेच CTOD कडे थोडक्यात पाहिले. मग आपण फेल्युअर (failure) मूल्यांकन आकृती देखील पाहिली. मग आपण महत्वाचा पैलू घेतला, कोणत्या मार्गाने मिक्सड मोड फ्रॅक्चर मध्ये क्रॅक ची वाढ होईल? भौतिक संकल्पनांवर आधारित फ्रॅक्चर सिद्धांतांमध्ये मोड I फ्रॅक्चर टफनेस (fracture toughness) कसा वापरला जाऊ शकतो हे आम्ही पाहिले. नंतर, लोकं एम्पीरिकल (empirical) दृष्टिकोनावर आले ज्यात त्यांनी K IC तसेच K IIC दोन्ही वापरले होते. आणि या वर्गात, मूलत: आपण क्रॅक अरेस्ट (crack arrest) आणि दुरुस्तीच्या पद्धतींकडे पाहिले. क्रॅक अरेस्ट (crack arrest) हि पॅच लावून शक्य आहे. याचे एरोस्पेस स्ट्रक्चर्समध्ये विस्तृत अनुप्रयोग आढळले आहेत. एका बाजूला पॅच लावल्याने, दोन्ही बाजूंनी पॅच लावल्याने काय परिणाम होतो? मग एका छिद्रा मुळे क्रॅक पुन्हा सुरू होण्यास विलंब होण्यास कशी मदत होते? मग आम्ही धातूची शिलाई देखील पाहिली. म्हणून, फ्रॅक्चर मेकॅनिक्स (fracture mechanics) हे विकसित करण्यास कसे प्रवृत्त झाले, त्यासंबंधित गणित आणि त्याच्या अनेक पैलूंवर तपशीलवार डेरिव्हेशन्स (derivations) याचा आपण इतिहास पाहिला. आपण त्याच्या अनुप्रयोगाच्या पैलूंकडे पाहण्यापर्यंतही गेलो आहोत. आणि हेच क्षेत्र आहे जे विकसित होत आहे. इथे संशोधनाला वाव आहे. आणि तुम्हाला अलीकडील लेख तसेच पुस्तके विचारात घ्यावी लागतील. आणि तुमच्यासाठी वाचायला अजून बरेच काही आहे. मला खात्री आहे की आपण जी काही चर्चा केली आहे ती आपल्याला वर्तमानात उपलब्ध असलेले साहित्य वाचण्यासाठी पुरेशी मूलभूत समज प्रदान करेल.
Download Subtitles
These subtitles were extracted using the Free YouTube Subtitle Downloader by LunaNotes.
Download more subtitlesRelated Videos

Download Subtitles for XLMRat Lab - Cyberdefenders Video
Enhance your understanding of cybersecurity with downloadable subtitles for the XLMRat Lab - Cyberdefenders video. Access accurate captions to follow complex concepts easily and improve learning efficiency.

Manual Software Testing Training Part-1 Subtitles Download
Download accurate and clear subtitles for Manual Software Testing Training Part-1 to enhance your learning experience. Subtitles help you understand complex concepts easily and follow along with the video at your own pace.

Download Accurate Subtitles and Captions for Your Videos
Easily download high-quality subtitles to enhance your video viewing experience. Subtitles improve comprehension, accessibility, and engagement for diverse audiences. Get captions quickly for better understanding and enjoyment of any video content.

Download Subtitles for Complete RAG Crash Course with Langchain
Enhance your learning experience by downloading subtitles for the Complete RAG Crash Course with Langchain video. Subtitles help you follow along easily, support better comprehension, and make revisiting key concepts effortless. Access accurate captions to maximize your understanding of Langchain in just 2 hours.

Download Subtitles for Introduction to DaVinci Resolve Full Course
Enhance your learning experience by downloading accurate subtitles for the Introduction to DaVinci Resolve full course. Captions help you follow along effortlessly, improve comprehension, and make the tutorial accessible anytime, anywhere.
Most Viewed

Untertitel für 'Nicos Weg' Deutsch lernen A1 Film herunterladen
Laden Sie die Untertitel für den gesamten Film 'Nicos Weg' herunter, um Ihr Deutschlernen auf A1 Niveau zu unterstützen. Untertitel helfen Ihnen, Wortschatz und Aussprache besser zu verstehen und verbessern das Hörverständnis effektiv.

ดาวน์โหลดซับไตเติ้ล DMD LAND 3 The Final Land Day 1
ดาวน์โหลดซับไตเติ้ลสำหรับวิดีโอ DMD LAND 3 The Final Land Day 1 เพื่อช่วยให้เข้าใจเนื้อหาได้ง่ายขึ้น และเพิ่มความสะดวกในการติดตามทุกช่วงเวลา เหมาะสำหรับผู้ชมที่ต้องการความชัดเจนและเข้าถึงข้อมูลอย่างครบถ้วน

Descarga Subtítulos para NARCISISMO | 6 DE COPAS - Episodio 63
Accede fácilmente a los subtítulos del episodio 63 de '6 DE COPAS', centrado en el narcisismo. Descargar estos subtítulos te ayudará a entender mejor el contenido y mejorar la experiencia de visualización.

Subtítulos para TIPOS DE APEGO | 6 DE COPAS Episodio 56
Descarga los subtítulos para el episodio 56 de la tercera temporada de 6 DE COPAS, centrado en los tipos de apego. Mejora tu comprensión y disfruta del contenido en detalle con nuestros subtítulos precisos y accesibles.

Download Subtitles for Your Favorite Videos Easily
Enhance your video watching experience by downloading accurate subtitles and captions. Enjoy better understanding, accessibility, and language support for all your favorite videos.

If you found these subtitles useful, consider buying us a coffee. It would help us a lot!